Как правильно сваривать полипропиленовые трубы? Сварка полипропиленовых труб Как сварить пп трубы
В современном мире намного чаще стали использовать фитинги и трубы из полипропилена, чем из металла. Монтировать их на самом деле легче, а также это занимает меньше времени, и по технологии монтаж доступен практически каждому домашнему мастеру.
При работе с полипропиленовыми трубами необходимо знать о следующих операциях:
- Разметка
- Резка
- Сварка
Фитинги - это общее название всех дополнительных элементов, использующихся в системах водоснабжения для разветвления, переходов, поворотов другого диаметра, а также для подключения гибких шлангов. Сварка обычно выполняется методом горячей посадки, которые следует разогреть до размягчённого состояния.
Монтажные работы на полипропиленовых трубопроводах: инструкция
Полипропиленовые трубы обычно используют для замены старых батарей из металла в системах водоснабжения. Монтаж начинается с составления плана будущей магистрали, его следует выполнить на бумаге, здесь же нужно учитывать все повороты, разветвления, ответвления и точки подключения потребителей . Если же монтаж проводится в своей квартире, то нужно промерить все длины труб от точки ввода до всех мест потребления, к ним относятся:
- Ванна и душ;
- Раковина в кухне;
- Раковина умывальника.
На этом плане следует отметить ещё и все ответвления, обходы, повороты и точки подключения потребителей. С помощью этого вы поймёте какие фитинги необходимо приобрести, а также узнаете требуемый метраж полипропиленовых водоводов.
Необходимо помнить о том, что лучше всего купить трубы с запасом, а также иметь в наличии запасные фитинги, так как, если же сварка с первого раза не получится, то неудачный кусок придётся полностью вырезать и провести операцию сварки заново.
При монтаже полипропиленовых труб своими руками следует помнить о том, что участки магистрали, которые предназначены под горячую воду необходимо работу выполнять армированными алюминием полипропиленовыми трубами.
Монтажники-профессионалы выполняют всю сварку либо на полу, либо на столе, а уже потом сваренный участок припаивают в систему отопления.
Сварка своими руками полипропиленовых труб: инструкция по работе

Сваривать полипропиленовые трубы необходимо специальным сварочным аппаратом, по-другому он называется паяльником. Состоит он из нагревательного элемента с отверстиями различных диаметров , именно туда и вставляются гильзы из тефлона.
Сварка - это самый ответственный момент в сборке полипропиленовых труб. Список инструмента, который понадобится в таком виде работ:
- Паяльник с гильзами из тефлона.
- Инструмент для резки.
- Шабер используется для снятия верхнего покрытия труб.
- Маркер.
- Инструмент, который помогает снять фаску.
- Жидкость для обезжиривания полипропиленовых труб.
Ниже вы сможете увидеть сварку полипропиленовой трубы: видео. Обычно сварку начинают с промера и обрезки до нужной длины, это необходимо делать с помощью уже имеющегося инструмента, при обрезке нужно обязательно соблюдать прямой угол.
 Паяльник следует подключить к сети, предварительно установив нужные нагревательный тефлоновый элемент и закрепить его. В то время, пока паяльник нагревается необходимо подготовить все свариваемые детали.
Паяльник следует подключить к сети, предварительно установив нужные нагревательный тефлоновый элемент и закрепить его. В то время, пока паяльник нагревается необходимо подготовить все свариваемые детали.
На трубе следует снять фаску примерно на 1/3 толщины стенки под углом в 45 градусов . Если же есть алюминиевый слой, то его обязательно нужно удалить, а свариваемые поверхности обязательно обезжирить с помощью специальной жидкости. За это время паяльник уже должен был нагреться до нужной вам температуры, вы сможете увидеть это по погасшему индикатору.
Если же вы раньше никогда не пытались пользоваться сваркой, то лучше всего 2–3 раза попробовать сварить какие-нибудь маленькие отрезки трубы, чем испортить потом всю работу. После этого уже можно будет приступать к работе. А вот как выполняется операция сварки своими руками:
- Когда тефлоновая гильза разогрелась до нужной температуры необходимо с одной стороны надеть фитинг, а с другой стороны должна быть труба.
- Через 6–7 секунд фитинг с трубой нужно быстро снять с гильзы и вставить туда полипропиленовую трубу. Весь процесс не должен занимать более 4 секунд.
Сварное соединение застынет полностью в течение 5 минут, категорически запрещается использовать какие-либо охлаждающие внешние факторы. В том случае, если же на внешней стороне фитинга образовался ровный валик из полипропилена, то это означает, что вы сделали все правильно.
Ошибки, которые могут возникнуть при сварке
При монтаже труб из полипропилена могут возникнуть некоторые ошибки, которые появляются при отсутствии опыта. Вот некоторые из ошибок:
- Недостаточный нагрев паяльник - это очень распространённая ошибка. Вызывает понижение температуры, а значит некачественную сварку, а из-за этого может появиться протечка, нужно помнить о том, что паяльник необходимо нагревать не менее 5 минут и не отключать от сети в течение всей работы.
- Передержка или недодержка также очень вредна . Полипропилен начинает очень сильно размягчаться - это вызывает деформацию сварного соединения, что также может вызвать протечку.
- Фитинг использовать повторно нельзя ни в коем случае.
- Комплектующие изделия от разных производителей также не рекомендуется использовать , так как полипропилен разных марок может иметь различную температуру плавления.
Монтаж и сварка - это не такой уж и сложный процесс, и, овладев нужными навыками, вы сможете сами сварить тизделия, не вызывая профессионалов. Это позволит сэкономить средства из семейного бюджета, а также и подрабатывать на этом.
Изделия из полипропилена используют, как правило, при создании дренажных и оросительных систем, а также при прокладке водопровода или обустройстве системы отопления. Полипропилен относится к классу полиолефинов, а это означает, что вся изготовленная из данного материала продукция отличается высокой степенью экологической безопасности.
Кроме того, водоотводы из полипропилена способны прослужить очень долго, при этом затраты на их эксплуатацию будут минимальными. Однако работая с такими изделиями необходимо знать, как сваривать полипропиленовые трубы таким образом, чтобы избежать их деформации и предупредить появление течи.
Почему полипропилен для сварки лучше, чем металл
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и .
Для проведения сварки вам потребуются следующие инструменты:

- Ножницы. Речь идет, конечно же, не о канцелярских ножницах, а о специфическом инструменте, который легко перерезает полипропилен. Как правило, нижняя часть такого инструмента является неподвижной, а верхняя обладает отлично заточенным лезвием, которое, опускаясь, и производит резку.
- Устройство для зачистки (необходимо только при сварке ). Представляет собой головку, снабженную острыми ножами. Вращаясь, данная головка аккуратно снимает верхний слой покрытия. От глубины зачистки зависит и глубина сварки.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:

- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Подготовка труб к сварке
Отмериваем нужный отрезок, делаем на нем пометку маркером. Затем специальными ножницами обрезаем изделие под углом 90º к его оси. При этом инструмент должен быть очень острым, иначе водоотвод может быть деформирован.
В армированных изделиях перед сваркой край обязательно зачищается: полностью снимается верхний слой и фольга. Если не произвести зачистку, то алюминиевая фольга из-за воздействия жидкости будет подвержена коррозии. А это в свою очередь может привести к нарушению целостности шва. В результате соединение со временем потечет.
Если же изделия неармированные, то на них просто обозначают глубину сварки, которая определяется в зависимости от длины муфты фитинга. После этого место предполагаемого соединения обезжиривают (обрабатывают спиртом) для того, чтобы при сварке обеспечить максимально надежный контакт элементов. Также необходимо учитывать, что свариваемые части должны быть идеально чистыми, поскольку даже крупинка песка, попавшая в шов, может стать причиной прорыва водоотвода.
Подготовка сварочного аппарата
Конечно же, перед сваркой необходимо привести в рабочую готовность и сварочный аппарат. Устройство крепят на ровной поверхности, детали прибора протирают материей, смоченной в спирте, и проверяют на наличие дефектов. Затем – на выключенный аппарат – надевают нагревательные элементы. Если нужно оплавить фитинг, то применяю дорн, а если трубу, то используют гильзу. После этого прибор включают в сеть.
Если с устройством все в порядке, то на корпусе сварочного аппарата загораются сответствующие индикаторы: один подтверждает подключение к сети, а второй, когда температура нагрева будет достаточной для сварки, — гаснет. После того, как погаснет второй индикатор, имеет смысл подождать еще около пяти минут и тогда уже начинать сварку.
Сварка полипропиленовых труб
- В одну руку берется фитинг, а в другую – труба. Затем данные элементы одновременно вводятся в насадки. Фитинг вводят до упора, а трубу — немного не доводя до конца (иначе прогреется торец и образуется наплыв внутри) и держим так некоторое время (сверяемся по таблице – колонка времени нагрева). Когда аппарат нагреется, фитинг насаживают на дорн, а трубу вставляют в гильзу. Сделать это необходимо одновременно и с определенным усилием.
- Детали нагреваются и их можно соединять, сохраняя при этом их соосность и следуя произведенным ранее отметкам. Труба вводится в фитинг и очень аккуратно производится соединение, время выдержки которого не должно превышать значения, указанные в таблице.
- Сваренный узел фиксируется до полного затвердения материала. Никаких механических воздействий на созданный шов производится не должно. Если технология соблюдена, то соединение получится прочным и герметичным.
Узнать, как сваривать полипропиленовые трубы правильно вам поможет следующее видео :
Особенности проведения сварки
- Нельзя начинать работу со сварочным аппаратом, который не был прогрет до определенной температуры.
- Продольная ось фитинга и продольная ось трубы обязательно должны совпадать.
- Уже после стыковки деталей на внешней поверхности трубы (там, где она примыкает к фитингу) должен наличествовать небольшой равномерный наплыв из пластика.
- Соединенные детали нужно проверить на просвет: внутри никаких наплывов быть не должно! Иначе проходимость водоотвода будет хуже.
- Между свариваемыми элементами должны отсутствовать любые щели.
Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Инструменты для сварки
Аппарат для сварки  Разновидности фитингов для полипропилена Для полноценной работы потребуется следующий список инструментов.
Разновидности фитингов для полипропилена Для полноценной работы потребуется следующий список инструментов.
- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.


- Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи.
- Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот. Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно.
- Отпилите острый кончик утюга для удобства работы у стены.
- Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз.
- Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Видео-урок
Видео-инструкция покажет, как производится сварка полипропиленовых труб.
nn nrn(adsbygoogle = window.adsbygoogle || ).push({});rn
Инструкция по монтажу

- Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу». Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
- Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.
- После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
- Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
- При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
- Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
- На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.
- Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
- Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
- Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
- Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.

Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.
 Ручной труборез
Ручной труборез 
Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.
 Шейвер для зачистки кромок от армирования
Шейвер для зачистки кромок от армирования Соединение металла с полипропиленом

При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений.
Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
При замене старого трубопровода или создании новой водопроводной системы оптимальным вариантом станут полипропиленовые трубы. Для монтажа водопроводных, отопительных, канализационных систем довольно часто используется сварка полипропиленовых труб — инструкция процесса проста и не вызывает затруднений в реализации. Технология сварки носит название раструбной — здесь трубы соединяются не в стык, а через переходники-фитинги. Для ее реализации потребуется лишь сварочный аппарат, собственно трубы и , соответствующие конструкции инженерной сети.
Сварка полипропиленовых труб своими руками позволяет получить конструкцию высокого качества, долговечную и надежную. Происходит это потому, что и сам материал обладает очевидными достоинствами:
- Невосприимчивость к коррозии — пластик не ржавеет и не разрушается.
- Отсутствие токсичных компонентов — в составе полипропилена нет экологически опасных компонентов, а следовательно, они могут применяться для создания питьевых водопроводов без ограничений.
- Малый вес — полипропиленовые трубы очень легкие, ощутимо легче металла.
- Длительный эксплуатационный период — до 50 лет.
- Легкость монтажа — технология сварки полипропиленовых труб доступна даже начинающему мастеру.
- Экономичность — такие трубы не требуют окраски или других затрат на профилактическое обслуживание.
Важно: Единственным ограничением на использование полипропиленового водопровода является температура среды, которая не должна превышать 95 градусов.
Во всей конструкции местом с недостаточной прочностью могут оказаться стыки — а их качество зависит от того, насколько точно будет соблюдена технология сварки. Естественно, потребуется также правильно выбрать соответствующие назначению трубопровода элементы и фитинги.
Что потребуется для сварки полипропиленовых труб
Инструкция по самостоятельной сварке полипропиленовых труб подразумевает и правильный выбор комплектующих. В зависимости от типа трубопровода можно выбрать следующие трубы:
- PN10 — для холодной воды или (при температуре транспортируемой среды +20 или +45 градусов соответственно), диаметром 20-110 мм, рабочее давление в пределах 1 МПа;
- PN20 — для систем холодного и горячего водоснабжения, диаметром 20-110 мм, выдерживают температуру воды до +80 градусов и давление до 2 МПа;
- PN25 с армированием алюминиевым слоем, стекловолокном или композитом может использоваться в системах горячего водоснабжения и отопительных магистралях. Температура — до 95 градусов, давление — до 2,5 МПа.
Также для сварки понадобятся фитинги. Они могут быть монохромные (полностью полимерные) или комбинированные (дополненные металлической вставкой с резьбой). Последние используются в случае, когда полипропилен нужно соединить с металлом. Также создание трубопроводов предусматривает и использование запорной арматуры (кранов).
Сварка полипропиленовых труб своими руками также подразумевает использование следующего инструмента:
- рулетка;
- карандаш;
- ножницы для резки труб;
- специальный сварочный аппарат;
- приспособление для зачистки — шейвер (если в трубах предусмотрен армированный слой).
Как правило, сварочный аппарат комплектуется и ножницами для резки, и специальными тефлоновыми насадками, которые следует использовать при работе с различными диаметрами трубопровода. Стоимость такого комплекта не слишком высока, но если вы планируете разовые работы, то инструмент можно и арендовать.
Особенности технологического процесса сварки
 Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Осталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.
Полипропиленовые трубы расплавляются при температуре 260°С . Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы. Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима.
 Шейвер для зачистки армирования
Шейвер для зачистки армирования
Трубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
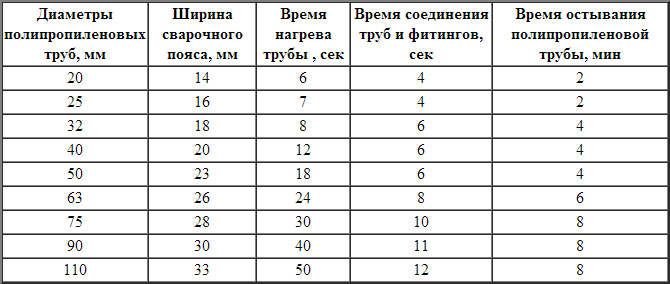
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы . Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.

Прогретые трубу и фитинг соединяют так, чтобы соблюдалась их соосность. Детали при стыковке нельзя вращать , иначе такое соединение может в будущем дать течь. Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр. Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
 Труба и муфта в «утюге» фиксируются на строго заданное время
Труба и муфта в «утюге» фиксируются на строго заданное время
Чтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.
О соединении труб из металлопластика с помощью пресс-фитингов мы рассказали на этой странице
Сварка полипропиленовых труб видео
А здесь вы можете посмотреть видео по теме нашей статьи.
Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить - готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.
В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Вам также может быть полезен материал о выборе паяльника для полипропиленовых труб: .
Ошибка #1 - грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения.
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 - неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 - неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода - попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.
Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Ошибка #4 - пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.