Polipropilen boru ve bağlantı parçalarının düzgün şekilde kaynaklanması. Polipropilen boruların kendin yap kaynağı: video ve açıklama Polipropilen boruların nasıl kaynaklandığını gösterin
Birçok kişi nasıl kaynak yapılacağını ve poli kaynak yaparken yapılan hataların neler olduğunu merak ediyor propilen borular izin verilebilir mi? Bu soruların cevapları bu makalede sunulmaktadır. Sıhhi tesisat ve ısıtma sistemlerinin kurulumu ve onarımı için sadece metal elemanlar, aynı zamanda ayrıntılar çeşitli türler plastikler: polipropilen veya . Şu anda, bu malzemeler popülerdir: kurulumları, uzmanların hizmetlerine başvurmadan kendi ellerinizle kolayca yapılabilir. Polipropilen boruların (PPR kaynağı) kaynaklanmasının bir takım avantajları vardır:
- Yapılan borular korozyona maruz kalmaz.
- Maliyetleri metal olanlardan daha düşüktür.
- Onlar hafif.
- Bunları kurmanın birkaç temel yolu vardır.
- Tek başına çalışırken hızlı montaj. Bir partnerle iş hızlanabilir.
- Basit lehimleme yöntemleri. Belirli bir eylem sırasını takip ederek ve temel kuralları izleyerek kendiniz bitmiş bir bağlantı elde edebilirsiniz.
- Uzun servis ömrü. Modern modeller Polipropilenden üretilen ürünler onlarca yıl dayanabilir.
PP boruların kaynaklanması: alet seçimi
Birkaç türü olabilir: manuel, yarı otomatik veya otomatik. Son tip en pahalı olacaktır. Belirli bir üniteyle çalışırken, bu makalede belirtilen kurallara ve talimatlara uymalısınız.
Lehimleme makinesine ek olarak ihtiyacınız olacak:
- özel budama makası gerekli boyut polipropilen borular.
- parçaları işaretlemek için işaretleyici.
- kenarların yüzeyini yağdan arındırmak için alkol sıvısı.
- bağlantı parçaları (örneğin kaplinler).
Aynı üreticiden kaplin ve boruların seçilmesi tavsiye edilir. Farklı olanları seçerseniz, parçaların boyut veya malzeme bileşimi açısından birbirine uymaması riski vardır.
PP borular kullanım amacına ve teknolojisine bağlı olarak tiplere ayrılır:
- Sıhhi tesisat sistemleri için: hem soğuk hem de sıcak.
- İçin Isıtma sistemi Isıtma amaçlı polipropilen boruların kaynaklanmasında özel bir teknoloji kullanılmaktadır.
Ayrıca etiketlemeye bağlı olarak çeşitlere ayrılırlar.
- PN 10 işareti, 20°'ye kadar sıcaklıklarda soğuk su temini ve ayrıca 45°'ye kadar zemin kaplamalarının ısıtılması için kullanılır.
- PN 16 işareti, su temini sistemleri için kullanılır. soğuk su ve ayrıca sıcak su 60°'ye kadar.
- 95°'ye kadar sıcak su temini için PN 20 işaretli polipropilen satın alınmalıdır.
- PN 25 işareti sıcak su temini ve 95°'ye kadar ısıtma için kullanılır.

Kaynak polipropilen ve polietilen: farklar
- PP'nin erime noktası polietilenden daha yüksektir.
- PP daha dayanıklıdır ve esnek değildir.
- PP ısıya ve dona karşı daha dayanıklıdır.
Renge bağlı olarak propilen borular arasındaki farklar
- Beyaz ve gri renkler evde kurulu ise dışarıda kullanılması yasaktır. Sıhhi tesisat ve ısıtma sistemleri için idealdirler.
- Siyah renk, malzemesinde ek stabilite ve aşınma direnci sağlayan maddeler içerir. Bu harika seçenek Kanalizasyon sistemlerinde kullanım için.
- Yeşil renkli PP'ler genellikle ekimlerin sulanmasında kullanılır. Bazı modern yeşil ürünler soğuk su için de kullanılabilir.
İşe hazırlanma
Lehimlemeden hemen önce parçalar özel alkol solüsyonları kullanılarak temizlenmeli ve yağdan arındırılmalıdır. Yabancı cisimlerden, tozdan, kirden ve çapaklardan arındırılmış olmalıdır. İş için sadece parçaları değil, aynı zamanda iş yerini de hazırlamanız gerekir: kirli, tozlu olmamalıdır, yabancı kişi veya nesne bulunmaması tavsiye edilir.
Havya ile çalışmak için yaklaşık sıcaklık yaklaşık 260-270 derecedir. Ekipman istenilen sıcaklığa ısıtılmadan önce tüm parçalar önceden hazırlanmalıdır. Bağlantı işlemi birkaç saniye sürer. Parçaların eşit şekilde yerleştirildiğinden emin olmanız gerekir, ardından dikiş kaliteli ve hava geçirmez olacaktır. Tam zamanı bağlantılar parçanın kalınlığına ve kaynak ekipmanının servis kolaylığına bağlı olarak değişiklik gösterebilir. Havya çok fazla ısınmıyorsa ısıtma süresinin arttırılması gerektiği unutulmamalıdır. Düşük ısılı ekipmanlarla çalışmaya başlamamalısınız. Bağlantı mühürlenmemiş olabilir. Birbirine bağlanması planlanan elemanların aynı anda ısıtılması gerekmektedir.
Elemanların aşırı ısınması, malzemenin çok yumuşak hale gelmesi ve birbiriyle temas ettiğinde deforme olabilmesi ile karakterize edilir.
 Polipropilen boruların aşırı ısınmasının sonucu
Polipropilen boruların aşırı ısınmasının sonucu Aşağıdaki tablo parçanın kalınlığına, kaynak ve soğuma süresine bağlı olarak yaklaşık lehimleme sıcaklıklarını içermektedir.
| Boru hacmi (cm) | Isıtma süresi (sn.) | Kaynak süresi (sn.) | Kaynak sonrası soğuma süresi (dakika) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
PP boruların kaynaklanması
Plastik eridiğinde parçaların havya ağızlarından çıkarılıp dikkatlice bağlanması gerekir. Bunun hızlı bir şekilde yapılması gerekiyor. Onlara çok fazla bastırmayın veya bükmeyin. Elemanları aynı seviyede tutmanız gerekir. Herhangi bir nedenle dikişin kalitesiz olduğu ortaya çıkarsa, artık onu ayırmak mümkün değildir. Bu dikişi kesmek ve kenarları tekrar lehimlemek için yalnızca makas kullanabilirsiniz.
Plastik boruların lehimleme çeşitleri
Plastik parçaların birleştirilmesi üç tiptedir:
- Kaplin.
Alın yöntemi erimiş kenarların birleştirilmesinin sonucudur. Parçalar özel bir aparat kullanılarak birbirine sabitlenir. kaynak makinesi ve alın kaynağı için.
 Alın kaynak makinesi
Alın kaynak makinesi Kaplin, kaplinler kullanılarak lehimleme yöntemidir. Kaplin, parçaları birbirine bağlamak için tasarlanmış özel bir cihazdır. Bağlantı yöntemi ayrıca özel kaynak ekipmanı kullanılarak gerçekleştirilir.
Bağlantı yöntemi özel elektrikli kaplinler kullanılarak gerçekleştirilir. Ekipman, elektrikli bağlantıyı veya daha doğrusu içindeki spirali ısıtır. Tipik olarak, PPR borularının bu yöntemle lehimlenmesi, büyük çaplı ürünlerin ve/veya sismik aktivite olasılığı bulunan yerlere bağlanması gerektiğinde kullanılır.
 Elektrofüzyon kaynak makinesi
Elektrofüzyon kaynak makinesi Yukarıdaki bağlantı türlerinin her biri için satışta belirli türde kaynak ekipmanı bulunmaktadır. Var Genel kurallar bu tür kaynak ekipmanlarının kullanımı ve ayrıca polipropilen boruların belirli bir modelle kaynaklanmasıyla ilgili talimatlar.
Sırasıyla manuel, yarı otomatik ve otomatik olarak ayrılmıştır. Manuel ekipman Orta ve düşük basınç altında çalışan elemanların bağlanmasında kullanılır. Yönetimleri tamamen kişiye bağlıdır, işlevleri otomatik değildir ve verileri kaydetme (günlüğe kaydetme) olanağı yoktur. Yarı otomatik ekipman otomatiktir ancak tamamen otomatik değildir. Tipik olarak sıcaklık verilerini kaydetme olasılığından bahsediyoruz. Otomatik ekipmanlar insan gözetimi ve kontrolü gerektirmez. Sadece sorman yeterli gerekli parametreler ve cihaz bağımsız olarak gerekli kaynak modunu seçecektir. Son tip kaynak ekipmanı en pahalı fakat aynı zamanda en etkili olanıdır. Hata veya kusur olasılığını ortadan kaldırır.
Bu makale size nasıl yemek pişireceğinizi anlatacak polipropilen borular, bunun için hangi aletin kullanıldığı ve kaynak işleminin nasıl yapıldığı.
Polipropilen boruların bağlantısı, bağlanan parçaların istenilen sıcaklığa ısıtılmasıyla eritilmesine dayanan difüzyon kaynağı kullanılarak gerçekleştirilir. Parçaları ısıtmak için elektrik kullanılır: Önce parçalar erime noktasına kadar ısıtılır, ardından birbirine sıkıca bastırılır, bu işleme ergitme kaynağı denir.
Önemli: Kaynak yapılacak parçalar aynı özelliklere sahip olmalıdır.
Kaynak işleminin kendisi aşağıdaki adımları içerir:
- Kaynak makinesini 260°'ye ısıtın;
Önemli: 260° polipropilen bağlantı parçaları ve boruların erime sıcaklığıdır.
- Boru ve bağlantı parçası aynı sıcaklığa ısıtılır;
- Boruyu ve bağlantı parçasını eksen yönünde birbirine doğru bastırın;
- Birkaç saniye sonra bağlantı tamamlanmış sayılabilir ve tek yapıda homojen bir malzeme elde edilir.
Üstelik kaynak sonrası dikişin yerini bulmak imkansızdır çünkü kaynak işlemi sırasında parçalar eriyip yapıları birleşerek homojen hale gelir. tek parça Bu, parçaların güçlü ve yüksek kaliteli bağlantısını garanti etmek için eritmeye olanak tanır.
Polipropilen boruların kaynaklanması için aletler

Su temini (sıcak ve soğuk) ve ısıtma sistemlerinde kullanılan polipropilen boruların kaynağı için kullanılması yeterlidir. standart set aşağıdakileri içeren araçlar:
- Kendim ;
- Isıtma nozulları;
- Rulet;
- Makas;
- Ataşmanların kaynak makinesine bağlandığı cıvatalar;
- Seviye;
- Delik şablonu;
- Altıgen.
Gücü 1500 W'a ulaşabilen kaynak makinesi 220 V elektrik şebekesinden çalışmaktadır. Hafif Cihaz taşımayı kolaylaştırır ve rahat tutamak, boruları farklı konumlarda bağlamanıza olanak tanır.
Ek olarak cihaz, 260° sabit sıcaklığı korumanıza olanak tanıyan bir anahtar ve sıcaklık regülatörü ile donatılmıştır. Cihaz açıldığında üzerinde kırmızı bir gösterge yanar ve istenilen sıcaklığa ulaşıldıktan ve cihaz kullanılabilir hale geldikten sonra söner.
Nozullar

Kaynak makinesinin en önemli unsuru, birleştirilen parçaların dış ve iç yüzeylerini ısıtmak için tasarlanmış kaynak nozülleridir.
İÇİNDE standart set Kaynak makinesinde genellikle 16-40 mm çapında nozullar bulunur.
Önemli: Daha büyük çaplı boruları (125 mm'ye kadar) bağlamak için nozullar, donanım mağazalarından ayrı olarak satın alınır.
Teflon kabuk, memeyi erimiş plastiğin etkilerinden korumanıza ve ayrıca ısıtma elemanından kaynak yapılan plastiğin üzerindeki etkiyi azaltarak kaynak kalitesini artırmanıza olanak tanır.
Ayrıca Teflon kaplama erimiş plastiğin cihaza yapışmasını da engelliyor.
Önemli: Teflon kaplamanın temizliğini sürekli izlemek gerekir.
Kaynak ataşmanları iki bölümden oluşur:
- Delikli parçaya bir polipropilen boru yerleştirilir;
- Yakası çıkıntılı olan parçaya bağlantı parçası yerleştirilir.
Sonuç olarak borunun hem dış tarafında hem de dış tarafında 260°'ye kadar eşit bir ısınma meydana gelir. içeri polipropilenden yapılmış bağlantı parçası. Ataşman, makineyle birlikte verilen cıvatalar kullanılarak kaynak makinesine sabitlenir.
Önemli: Cihazın çalışması sırasında cıvatalar gevşeyebilir; bu durumda sıkılmaları gerekir.
Ekleri cihaza sabitleyen cıvatalar, birlikte verilen silindirik tornavida (bazen altıgen) kullanılarak sıkılır. Nozulların montajı ısıtma başlamadan önce yapılmalı ve ısıtma sırasında nozüllerin değiştirilmesine yalnızca aşırı durumlarda izin verilir.
Kaynak öncesi boruların kesilmesi

Çapı 32 mm'yi geçmeyen polipropilen boruları kaynaklamadan önce kesmek için bıçakları yüksek kaliteli çelikten yapılmış makaslar kullanılır. Bu makaslar sadece polipropilen boruların kesilmesinde kullanılmak üzere 1 yıl garantilidir.
Önemli: 63 mm'ye kadar çapa sahip boruları kesmenize izin veren makaslar da mevcuttur ve daha büyük çaplı boruların kesilmesi genellikle metal bir demir testeresi kullanılarak yapılır.
Polipropilen boruların kaynaklanması için talimatlar

Öncelikle polipropilen boruların kaynaklanması için makineyi hazırlamanın ana aşamalarına daha yakından bakalım:
- Kaynak makinesini açın, üzerinde iki gösterge yanıyor:
- Cihaz açılış göstergesi;
- Termostat göstergesi.
- Göstergeler sönene kadar kaynak makinesi ısınır ve bu genellikle yaklaşık 10-12 dakika sürer. İkinci göstergenin kapatılması, cihazın gerekli sıcaklığa kadar ısındığını gösterir.
- Cihaz ilk açıldıktan sonra daha fazla enerji tüketir, bu da nozüllerin yaklaşık 300-320° sıcaklığa kadar ısınmasına neden olur ve bu da kaynak sırasında plastiğin deformasyonuna neden olur.
Bu nedenle öncelikle ısıtma göstergesinin tekrar devreye girip kapanmasını bekleyin, ardından işleme başlayabilirsiniz.

Kaynak şu şekilde yapılır:
- Nozulun bir tarafındaki deliğe bir polipropilen boru yerleştirilir;
- Bağlantı parçası diğer taraftaki çıkıntıya oturur;
Önemli: Bağlantı parçasını takarken hafif bir baskı uygulayın.
- Boru ve bağlantı parçası ısıtmak, parçaları bağlamak ve soğutmak için gereken süre boyunca bu konumda tutulur.
Isıtma, birleştirme ve soğutma için gereken süre PP borunun çapına ve kaynak derinliğine bağlıdır. Bu zaman dilimleri için önerilen değerler tabloda verilmiştir:
|
Kaynak derinliği |
Boru çapı, |
Isıtma süresi |
bağlantı zamanı |
Soğutma süresi |
Polipropilen boruları kaynaklarken aşağıdaki nüanslar dikkate alınmalıdır:
- Kaynaklı bağlantı, yalnızca ısıtma süresine kesinlikle uyulması durumunda en güvenilir ve yüksek kalitede olacaktır;
- Çok uzun süre ısıtmak polipropilenin şiddetli erimesine ve parçaların deformasyonuna neden olur;
- Tabloda belirtilen süreden daha kısa bir süre ısıtmak, parçaların yetersiz erimesine neden olur ve bu da çalışma sırasında bağlantı sızıntılarına neden olur.
Polipropilen borulara kaynak yapılırken yasaktır:
- Parçaları eksen yönünde hareket ettirin;
- Parçaları bağladıktan hemen sonra konumlarını düzeltmeye çalışın, bu da bağlantı noktasındaki akış alanını azaltır;
- Soğutma işlemi sırasında borunun şeklini bükerek değiştirin.
Polipropilen boruların nasıl pişirileceği hakkında size söylemek istediğim tek şey bu. Bu prosedürde özellikle karmaşık bir şey yok, asıl mesele hazırlamaktır gerekli araç ve bağlantı süresini doğru bir şekilde koruyarak talimatlara uygun olarak kaynak yapın.
Yapılan iletişimleri onarmak veya değiştirmek mi istiyorsunuz? polimer borular? Yeni bir boru hattını kendiniz monte ederek teknisyen çağırma masrafından tasarruf etmenin kötü bir fikir olmadığını kabul edin. Ancak sistemin ayrı ayrı unsurlarını birbirine nasıl bağlayabileceğinizi ve bunun için neye ihtiyacınız olacağını bilmiyorsunuz.
Sunduğumuz makale, polipropilen boruların kaynaklanma teknolojisini ayrıntılı olarak açıklamaktadır - herhangi bir acemi tesisatçı bunları kendi elleriyle bağlayabilir. Nelere dikkat etmeniz gerektiğini, birleştirme için havyanın nasıl kullanılacağını size anlatacağız. plastik elemanlar. Hangi durumlarda başka yöntemlerin kullanıldığını size anlatacağız.
Acemi ustaya yardımcı olmak için, aşağıdakileri gösteren ayrıntılı videolar seçtik: adım adım süreç polipropilen kaynağı ve fotoğraf illüstrasyonlarının yapılması.
Polimer boruların yadsınamaz avantajlarından biri montaj kolaylığıdır.
Elemanların montajı hemen hemen her yerde yapılabilir: döşeme açık yöntem duvarlara veya zeminin altına gizlenmiş olarak yerleştirilebilir.
Kaynak ise su boruları polipropilenden doğru şekilde yapılmışsa, monte edilmiş sistem bir düzineden fazla yıl boyunca tamir edilmeden hizmet verecek
Polimer borular 20 ila 110 mm çaplarında üretilmektedir. Evsel amaçlar için en çok 20/25/32/40 mm boyutlarında ürünler kullanılır. Uygulama alanı malzemenin nominal basıncını belirler.
İşaretlemede harflerle belirtilir "PN":
- PN 10– soğuk su teminini düzenlemek için seçilmiştir.
- PN 16– soğuk su için, ancak daha yüksek basınçla ve ayrıca “sıcak zemin” sistemi kurulurken kullanılır.
- PN 20– tek sınırlayıcısı, içlerinden taşınan sıvıların sıcaklık rejimi olan ürünler. 75 °C'yi geçmemelidir.
- PN 25– sıcaklığı 90 °C'ye ulaşan hem “soğuk” hem de “sıcak” sistemleri düzenlemek için kullanılan üniversal ürünler.
Satışta ek takviyeyle donatılmış polimer ürünleri bulabilirsiniz.

Güçlendirilmiş ürünler, sıcaklık dalgalanmaları sırasında meydana gelen doğrusal genleşmeyi azaltmanın gerekli olduğu durumlarda uzun bölümlerin döşenmesi için kullanılır.
Polimer boruların temel özelliği bükülmemeleridir.
Bu nedenle, döşenen otoyolun yörüngesindeki tüm değişiklikler yalnızca yardımcı bağlantı parçalarıyla birbirine bağlanan düz bölümlerden gerçekleştirilir:
- çapraz parçalar– ana akışın dallara ayrılması olasılığı için;
- tişört– akış çarpanları;
- kaplinler– boruları düz bir kesite bağlamak için;
- virajlar– boru hattı yönündeki değişiklikler için.
Bağlantı parçaları, bir polimer boru hattının metal elemanlarla bağlanmasını mümkün kılan kaynaşmış metal dişlerle donatılabilir.

Dikişlerin mümkün olduğu kadar güçlü ve hava geçirmez olmasını sağlamak için, birleştirilen elemanların çaplarının tam olarak eşleştiğinden emin olmak önemlidir.
Yardımcı elemanları seçerken iki parametre esas alınmalıdır: ürünlerin iç kesiti ve duvarlarının kalınlığı. Bu parametreler kullanılan polipropilen boruların teknik özelliklerine uygun olmalıdır.
Polimer boruları bağlama yöntemleri
Polimer malzemelerden yapılmış boruları birleştirirken montaj koşullarına bağlı olarak iki yöntemden biri kullanılır:
- Lehimleme– elemanların erimiş uçlarının ısıtılmasını ve birleştirilmesini içerir.
- Lehimleme yok– boruların sıkıştırmalı bağlantı parçaları kullanılarak veya “soğuk” kaynak olarak adlandırılan uygulama yoluyla bağlanmasını içerir.
İkinci kurulum yöntemi, uygulanması için kullanmaya gerek olmaması açısından uygundur. özel ekipman. Tüm işler kullanılarak yapılabilir basit araç– sıkma anahtarı.
Bağlantı Araçları
Bağlantı için kullanılan temel araç plastik borular– kaynak için demir. Bu, 220V ağdan çalışan bir tür havyadır. Cihazın çalışma prensibi oldukça basittir. Ütünün ısıtma elemanının rolü, metal bir mahfazaya yerleştirilmiş bir kaynak ısıtma elemanı ile gerçekleştirilir.
Sobayı önceden belirlenmiş bir sıcaklığa kadar ısıtır ve bu da nozulları ısıtır. Desteklemek için optimum sıcaklık Termostat nozullara yanıt verir. Pike ve tipik hatalar Polipropilen boruları birleştirirken izin verilen, okumanızı tavsiye ettiğimiz özeldir.

Ütü, kompakt ve hafif bir kaynak cihazıdır. Koltuklarşekilli ürünler için borular ve mandreller için manşonların yerleştirilmesi için
Ütü ısıtma yastıklarıyla birlikte gelir standart boyutlar. Belirli bir sıcaklığa ısıtılarak propileni sağlayacak viskoziteye kadar yumuşatırlar. hermetik bağlantı elementler.
Nozullar, kullanılan boruların çapına bağlı olarak seçilir:
- 20. boyut - yarım inç çapındaki borular için;
- 25.– çapı 0,75 inç olan ürünler için;
- 40.– 1,25 inç kesitli elemanlar için.
Böyle bir kaynak makinesinin maliyeti oldukça yüksek olduğundan ve çok sık kullanılmasına gerek olmadığından ekipman satın almanın bir anlamı yoktur. Aleti bir veya iki günlüğüne kiralamak daha iyidir.
Kaynaklı alanların yüksek kalitede kesilmesi ve hazırlanması için, bu amaç için tasarlanmış özel bir alet kullanmak en iyisidir. Onun yardımıyla eşit, pürüzsüz ve güzel bir kesim elde edebilirsiniz.

Rol kesme elemanı boru kesicinin paslanmaz çelik bir bıçağı vardır; Kullanım kolaylığı için alet kauçuk kaplı bir sapla donatılmıştır
Boru kesicinin yokluğunda iş taşlama makinesi veya demir testeresi ile yapılabilir. Tek şey, bu tür aletlerden sonra kesilen yerde bir saçak kalmasıdır. Ancak bir şerit zımpara ile zımparalayarak çıkarmak zor olmayacaktır.
İş için temel araçlara ek olarak ayrıca ihtiyacınız olacak:
- kare;
- inşaat bandı;
- basit bir kalem veya işaretleyici.
Boruları "soğuk" kaynak yöntemini kullanarak bağlamayı planlarken, önceden polyester bazlı termoaktif bir yapıştırıcı satın almak gerekir veya epoksi reçine veya kauçuk esas alınarak yapılan termoplastik analogu.
Lehimleme teknolojisinin ana aşamaları
Sıhhi tesisat veya polimerlerin başarılı kurulumunun temel koşulları, gerekli malzemenin dikkatli bir şekilde hesaplanması ve elemanların yetkin bir şekilde kaynaklanmasıdır.
Aşama #1 – malzemelerin ve bileşenlerin hesaplanması
İşinizi kolaylaştırmak ve böylece kurulum sırasındaki hataları en aza indirmek için yapmanız gereken ilk şey, gelecekteki sistemin üzerinde dönüş ve dal sayısını gösteren bir diyagram çizmektir. Boru sayısını hesaplarken, segmentin her uzunluğuna "penetrasyon" için harcanan 25-40 mm eklenmelidir.

Polimer ürünlerin ve bunların montajı için gerekli şekillendirilmiş elemanların fiyatı düşüktür ve bu nedenle, genellikle işin başında ortaya çıkan kusurlu lehim çiftleri durumunda, küçük bir tedarik yapmak mantıklıdır.
Polipropilen boruları hiç kaynaklamadıysanız, deneyimli uzmanlar ön eğitim için birkaç boru parçası satın almanızı önerir. Bu tür maliyetler ucuz olacak ve sistemi kurarken büyük hatalardan kaçınmanıza olanak sağlayacaktır.
Özel bir özellik, yüksek sıcaklıkların etkisi altında doğrusal genleşme katsayısının artmasıdır.
Bunun sonucunda sistem içerisinde ısınma veya basınç arttığında borular uzar ve zamanla sarkmaya başlar. Bu olguyu önlemek için 4-5 metreden uzun bölümler döşenirken kompansatörlerin kullanılması da gerekli olacaktır.

Kompansatörler, çalışması sırasında sistemin güvenilirliğini sağlayan, sarılı halkalara benzeyen “U” şeklinde bağlantı elemanlarıdır.
Kompansatörler hem yatay hem de monte edilir dikey bölümler, bunları iki sabit destek arasına monte edin. Gerekirse, boru hattının köşe kıvrımlarında doğrusal genleşmeyi ortadan kaldırabilecek özel kompansatör modifikasyonları satın alınabilir.
Bağlantı noktalarında sızıntı olmaması için polipropilen boruların nasıl düzgün şekilde kaynaklanacağını öğrenelim.
Aşama #2 - boru hattı elemanlarının lehimlenmesi
Kısaca kaynak teknolojisinin özü, yüksek sıcaklığın etkisi altında birleştirilen elemanların uçlarının ısıtılarak birbirine sıkıca bastırılarak bağlanmasıdır.

Lehimleme sırasında güçlü bir bağlantı oluşturmak için borunun kendisi dışarıdan ısıtılır ve birleştirilirken kullanılan yardımcı elemanlar içeriden ısıtılır. Şekilde eylemlerin sırası şu şekildedir: 1 – işaret; 2 – gerekli sayıda saniye boyunca ısınmak; 3 – 2 segmenti birbirine bağlayın; 4 – soğuyana kadar önerilen saniye kadar basılı tutun
Çalışmaya başlamadan önce kesin belirtilen uzunluk boru parçaları düzensizlikleri ve çapakları ortadan kaldırır. Borunun iç veya dış folyo tabakası varsa, öncelikle iyi bilenmiş ve ayarlanmış bıçaklarla donatılmış bir kesici ile temizlenmelidir.
Düzeltici kullanarak sıyırma yaparken borunun durana kadar aletin içine gömülmesi gerekir.
Plastik boruların kendi ellerinizle kaynaklanması işi aşağıdaki sırayla gerçekleştirilir:
- Ekipmanı 260-270 °C'lik optimum sıcaklığa ısıtmak için güç kaynağına bağlayın.
- Bağlanacak boru bölümleri aynı anda nozullara yerleştirilerek en düzgün uyum sağlanır. Bu çalışmanın hızlı ve güvenli bir şekilde yapılması gerekmektedir.
- Bağlantı parçaları ve boru uçları eriyene kadar talimatlarda belirtilen süreyi bekledikten sonra elemanları ısıtma memelerinden çıkarın.
- Erimiş uçları birbirine kenetleyin ve 15-20 saniye boyunca yavaşça birbirine bastırın.
- Dikişin tamamen soğuması ve bağlantının yekpare hale gelmesi için sabitlenen parçalar statik konumda bırakılır.
Isıtma süresini ekipmanla birlikte verilen talimatlardan veya aşağıdaki tabloyu kullanarak belirleyebilirsiniz.

Birleştirilen elemanların tam polimerizasyonunu sağlamak için ısıtma süresi, ürünlerin çapına ve duvarlarının kalınlığına bağlıdır.
Tabloda belirtilen ısıtma süresi gereksinimleri göz ardı edilemez. Yetersiz ısıtma sağlanamıyor güvenilir bağlantı. Aşırı ısınma, polipropilenin "sızmasına" ve parçaların deforme olmasına neden olur.
Sonuç olarak: Kaynakların iç yüzeyinde boru hattının çapını önemli ölçüde azaltacak çıkıntılar oluşur.

Segmentlerin yerleştirme derinliğini kontrol edebilmek bir ısıtma elemanı böylece kusur olasılığını azaltır, önce uçlarında çentikler yapılması tavsiye edilir. Efsane: 1 – polipropilen boru hattının iki bölümünün ısıtılması; 2 - boruların havyadan zamanında çıkarılması; 3 – iki elemanın birbirine bağlantısı; 4 – Doğru bağlantıyı yapabilmek için birleştirme derinliği boru üzerinde işaretlenmiştir.
Yaklaşık 20 saniye süren polimerizasyon tamamlanıp sertleştikten sonra bağlantı hazır hale gelir. Aynı teknolojiyi kullanarak, sonraki tüm bileşenler, ısıtma sistemi tamamen monte edilene kadar acı uca kadar lehimlenir.
Bağımsız ev ustalarının işe başlamadan önce mutlaka okuması gereken makalede sıcaklık parametreleri verilmiştir.
Tipik kurulum hataları
Acemi ustaların polimer ürünlerle çalışırken yaptığı ana hatalar:
- Parçaların ısıtılması. Isıtıldığında parçalar mümkün olduğunca düz konumlandırılmalıdır. En ufak bir yer değiştirme, tüm sıhhi tesisat sisteminin performans parametrelerini olumsuz etkileyebilir.
- Polimerize uçların birleştirilmesi. Elemanların erimiş uçlarına basınç uygularken parçaları kendi eksenleri etrafında döndüremezsiniz. Bu, dikişin yeterince güçlü olmamasına neden olabilir.
- Hizalama ayarı. Elemanları birleştirirken, süresi 1-2 saniyeden fazla olmayan, hizalamalarında yalnızca hafif bir ayarlamaya izin verilir.
Bir diğer önemli nokta: Bağlantı parçalarını bağlantı parçalarıyla lehimlerken, vanaların konumunu dikkate alarak, serbest tam hareket etmelerini sağlamak gerekir.

Isıtılan polipropilen o kadar çabuk soğur ki, kurulumun tamamlandığı andan itibaren bir saat içinde sisteme su güvenli bir şekilde verilebilir.
Elemanları birleştirdikten sonra herhangi bir dikişin kalitesi hakkında şüpheler varsa, bağlantıyı kesip tekrar yapmak daha iyidir.
İhmal edilmiş bir sistemdeki sızdıran bağlantının değiştirilmesi çok daha sorunlu olduğundan, yapının kurulum aşamasında kusurları ortadan kaldırmak daha iyidir.
Lehimlemeden elemanların montajı
Sıkıştırma bağlantı parçalarının ve modern yapıştırıcıların kullanılması, polipropilen boruların verimli, hızlı ve minimum malzeme yatırımı ile döşenmesini mümkün kılar.
Seçenek #1 - bir sıkıştırma bağlantısının takılması
Bu bağlantı yöntemini uygulamak için sıkıştırma bağlantı parçaları satın almanız ve bir sıkma anahtarı kullanmanız gerekecektir.

Sıkıştırma bağlantı parçaları, şok darbe yükleri meydana geldiğinde sönümleyici görevi gören sızdırmazlık kelepçe halkaları ile donatılmıştır (basit rakor somunlarının aksine)
Sıkıştırma bağlantısının kurulumu üç ana adımı içerir:
- Borunun ucuna mavi bir somun yerleştirin, dik açıyla kesin ve çapaklarından arındırın. Yüksüğü yerleştirirken beyaz kalınlaştırılmış kısmın borunun kuyruğuna doğru yönlendirileceği bir konum verilmelidir.
- Boru, sıkma halkasını maksimuma iterek durana kadar bağlantı parçasına sokulur.
- Mavi somunu önce elle "sıkıştırın" ve ardından bir anahtarla sıkın.
Sıkıştırma bağlantı parçalarının montajı özel bilgi veya beceri gerektirmez. Ürünler tamamen montaja hazır şekilde satışa sunulmaktadır. Kurulumları her türlü sıcaklık koşulunda yapılabilir.
Seçenek #2 - elemanların yapıştırılması
Yapışkan yöntem, yalnızca taşınması planlanan bir su boru hattının montajı için kullanılır. soğuk su. "Soğuk" kaynak yöntemini uygulamak için LN-915 gibi "agresif" bir yapıştırıcı bileşimi kullanmanız gerekecektir.

Tutkal, birleştirilen parçaların yüzeylerini üçte bir oranında çözebilir, böylece soğuk difüzyon kaynağı için koşullar yaratabilir
Ellerinizin cildini bileşimle kazara temastan ve aktif bileşenlerinin "korozyonundan" korumak için, koruyucu eldiven giyerek yapıştırma işlemlerini gerçekleştirmek daha iyidir.
Ürünleri yapıştırırken yapılacak işlemlerin sırası:
- Birleştirilen bölümlerin kesim açılarının uygunluğunu kontrol edin ve yapıştırma yerlerini bir kalemle işaretleyin.
- Bağlanacak boruların uçlarını temizleyin ve yağdan arındırın.
- Boruların uçlarına ve bağlantı soketlerinin alanına eşit miktarda yapışkan bileşim uygulanır.
- Boru bölümleri, kurşun kalemle yapılan işaretlere odaklanılarak bağlantı deliklerine yerleştirilir. Yapı üç dakika boyunca sabit bir konumda tutulur, ardından fazla bileşikler bir peçeteyle çıkarılır.
- Birleştirilen elemanlar düz bir yüzeye serilir ve tamamen kuruyana kadar 5-6 saat bekletilir.
Yapıştırma kalitesini kontrol etmek için kurulumun tamamlanmasından yalnızca bir gün sonra su akıtabilirsiniz.
Bunu uygularken iki ana koşulu gözlemlemek önemlidir: sıcaklık ve nem koşulları. Tüm çalışmalar +5 ila +35 °C arasındaki hava sıcaklıklarında gerçekleştirilmelidir. Sıcak hava koşullarında yapıştırırken, montaj tamamlanmadan tutkalın kuruması için zaman kalmaması için iş mümkün olduğu kadar çabuk yapılmalıdır.
Konuyla ilgili sonuçlar ve faydalı video
Boruları lehimleme ve yapıştırma işlemlerinin inceliklerini aşağıdaki videolardan öğrenebilirsiniz:
Video #1. Borular doğru şekilde nasıl lehimlenir:
2. video. Lehimlemeden bir su boru hattının montajı:
Polipropilen boruların bağımsız olarak birleştirilmesi işi acemi bir usta için bile herhangi bir özel zorluğa neden olmamalıdır. Sadece her şeyi açık ve dikkatli bir şekilde yapmanız gerekiyor teknolojik standartlar. Ve sonra kendiniz monte ettiğiniz boru hattı, sorunsuz çalışmayla sizi memnun edecektir.
Lütfen aşağıdaki bloğa yorumlarınızı yazın. Tartışmalı konularda sorular sorun, site ziyaretçilerine faydalı olabilecek bilgileri paylaşın. Kendi fikrinizle yazılar bırakın, makalenin konusuyla ilgili fotoğraflar yayınlayın.
Günümüzde hiç kimse polipropilen boruların güvenilirliğinden şüphe duymuyor. Doğru kullanıldığında yaklaşık 50 yıl dayanabilirler. Bütün bunlar, çürümeyen veya paslanmayan malzemenin benzersizliği sayesindedir.
Ancak her şeyin planlandığı gibi gitmesi ve boru hattınızın size uzun yıllar hizmet edebilmesi için polipropilen boruların uygun şekilde kaynaklanması gerekmektedir. Bunu yapmak için talimatları izlemeniz gerekecektir.
Dikkat ! Polipropilen bir plastik türüdür.
senin sayende benzersiz özellikler ve uzun hizmet ömrü, metal ürünleri neredeyse piyasadan çıkmaya zorladı. Sonuç olarak, giderek daha fazla insan bu tür boruların nasıl düzgün şekilde kaynaklanacağını bilmek istiyor.
Polipropilen boruların montajı için uzun süredir kanıtlanmış talimatların olduğu gerçeğiyle başlamaya değer. Yalnızca aynı çaptaki ürünleri bağlamanıza değil, aynı zamanda karmaşık kablolama yapmanıza da olanak tanır. Bunun için özel adaptörler kullanılır.
Polipropilen boruların montajına ilişkin talimatlar ayrıca konturlarla çalışmayı ve çeşitli bağlantı parçalarının montajını da içerir. Sonuç olarak, herhangi bir konfigürasyona sahip bir sistemi monte edebilirsiniz.
Ne yazık ki bazı eksiklikler vardı. Tüm avantajlarına rağmen polipropilen borular kaynak ve montaj sonrasında ayrılamaz. Üstelik ayırsanız bile ürünleri tekrar kullanamayacaksınız. Bu yüzden her şeyi talimatlara göre yapmalısınız. Bu durumda oluşturulan tasarımda değişiklik yapılması gerekmeyecektir.
Polipropilen boruları kaynaklıyoruz
Gerekli ekipman

Polipropilen boruların kaynak işlemine hazırlık, uygun bir aletin seçilmesiyle başlar. Her şeyi tam olarak talimatlara göre yapmak için ihtiyacınız olacak:
- soket kaynak makinesi;
- farklı boru çapları için özel nozullar;
- Tel kesiciler,
- pah,
- Tıraş makinesi.
Bu araçların her birini şurada bulabilirsiniz: donanım mağazası. Ancak burada bir nüans var: Polipropilen boruların kaynağının tam olarak talimatlara göre yapılabilmesi için en ucuz ekipmanı satın almanıza gerek yok. Örneğin kaliteli bir kaynak makinesi, nozulların Teflon tabakasına zarar vermeden çok daha uzun süre çalışmanıza olanak sağlar.
Tavsiye ! Talimatlara göre polipropilen boruların kaynaklanması için bir makine satın almak için para harcamak istemiyorsanız kiralayın.
Çoğu durumda, ekler cihazla birlikte gelir. Ancak ucuz analoglarda bunlara sahip olmayabilir. Bu nedenle çok düşük bir fiyat görürseniz teslimat kapsamını mutlaka sorunuz.
Kaynak talimatları
Kaynak makinesi aşırı karmaşık bir şey değildir. Kullanımı oldukça uygundur. Özellikle iyi yapılmışsa. Polipropilen boruların kaynaklanmasıyla ilgili talimatlar aşağıdaki adımlardan oluşur:
- Ölçü alın ve polipropilen boruları ihtiyacınız olan uzunlukta kesin.
- Hazırlık. Kaynak işleminin tam olarak talimatlara göre ilerlemesi için tüm elemanların derhal hazırlanması gerekir. Bu karışıklığı önleyecektir. Bağlantı parçaları montaj sırasına göre yerleştirilmelidir.
- Kaynak makinesini ısıtın. Sıcaklık regülatörünü 260 santigrat dereceye ayarlayın. Cihaz istediğiniz sıcaklığa ulaştığında uyarı ışığı sönecektir.
- Polipropilen boruların yüzeyini kaynak makinesi kullanarak ısıtın ve birleştirin. Bunu yaparken herhangi bir dönüş yapmayın. Bu, basınçsızlaşmaya yol açabilir.
Polipropilen boruları talimatlara göre bağlarken kesme açısını kesinlikle korumalısınız. Aksi takdirde mühürlü dikişi unutabilirsiniz. En sonunda bağlantı temizlenir.
Dikkat ! Sıyırma ancak dikiş soğuduktan sonra yapılır.
Kaynak teknolojisinin nüansları

Propilen boruların kaynağının teknolojiye göre gerçekleşmesi için bazı önemli bilgileri bilmeniz gerekir. teknik nüanslar bu prosedür. Parçaların nasıl düzgün şekilde ısıtılacağıyla başlamanız gerekir.
Isıtma borunun kenarı boyunca dışarıdan gerçekleştirilir. Buna karşılık, kaplin içeriden ısınır. Bu durumda ısıtma derinliği çok fazla olmamalıdır. Ancak bundan sonra parçaları talimatlara göre bağlayabilirsiniz.
Polipropilen boruların talimatlara göre kaynaklanması teknolojisi aslında oldukça basittir. İki parçanın bağlandığı yerde önceden ısıtılan malzeme kaynak yapılır.
Tam olarak talimatlara göre kesim yapmak için pah kırmayı unutmamalısınız. Alman standardı DVS-2207-1'i standart olarak almak en iyisidir. Bu standarda göre eğim 15 derece, girinti ise 2-3 mm civarındadır.
Yerli standardı alırsak, talimatlara göre pahın 45 derecede yapılması gerekir. Bu durumda girinti borunun kalınlığının üçte biri kadar olacaktır. Aslında her iki seçenek de polipropilen boruların kaynaklanması için uygundur. Etkinliği hakkında konuşursak. Bu konuda güvenilir bir veri bulunmamaktadır. Ancak çoğu inşaatçı Almanca versiyonunu kullanıyor.
Dikkat ! Bir polipropilen boruya pah kırmadan önce ve iç kısım Talimatlara göre pahların temizlenmesi gerekir. Yağdan arındırmanın da zararı olmaz.
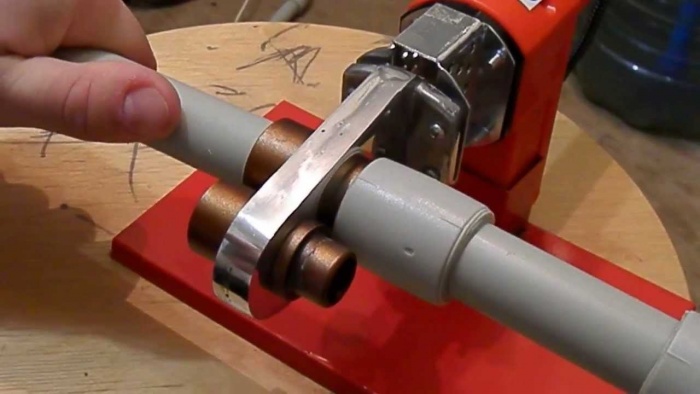
Kaynak makinesi özel bir stand üzerine kurulmalıdır. Kaynak işleminin kendisi şu şekildedir: bir tarafa bir bağlantı parçası, diğer tarafa bir boru yerleştirilir.
Parçalar istenilen duruma geldikten sonra hemen bağlanabilmeleri için hızlı bir şekilde çıkarılmaları gerekir. Soğutma süresi ne kadar kısa olursa polipropilen boruların kaynağı o kadar kalite standartlarına uygun olacaktır.

Dikkat ! Parçaların tutma süresi polipropilen borunun çapına ve kalınlığına bağlıdır.
Parçaların aşırı ısınmasına izin vermeyin. Böyle bir durumda bağlantı parçası ve boru büyük olasılıkla deforme olacaktır. Bunların hepsi çok yüksek sıcaklığın neden olduğu güç kaybından kaynaklanmaktadır. Doğal olarak bundan sonra bağlantı imkansız olacaktır.
Polipropilen boruların talimatlara göre kaynaklanması sırasında yetersiz ısıtma kesinlikle yasaktır. Gerçek şu ki, bu şekilde yapılan bağlantı gerekli güvenilirliğe sahip olmayacaktır. Bu nedenle tüm yapının sıkılığını kaybetme riski önemli ölçüde artar. HAKKINDA uzun vadeli bu durumda istismar söz konusu olamaz.
Boruyu manşona yerleştirmek için belirli bir kuvvet uygulamanız gerekecektir. Aynı durum montaj için de geçerlidir. Gerçek şu ki, nozullar koni şeklinde yapılmıştır. Üstelik eğimleri de beş derecedir. Bu durumda çap çalışma yüzeyi, yalnızca ortadaki ürünle eşleşir.
Ürünü kol içerisine yerleştirdiğinizde sonuna kadar itmeniz gerekmektedir. Zorluk, hiçbir koşulda daha fazla baskı yapamamanızdır. Bu yapıya zarar verebilir.
Güçlü basınçla ürünün iletkenliği bozulur. Bunun nedeni, sonunda bir kalınlaşma oluşmasıdır. Fakat içeride yer aldığından dışarıdan fark edilmesi pek kolay değildir. Bu nedenle son derece dikkatli olunmalıdır.

Hatalardan kaçınmak ve her şeyi talimatlara göre yapmak için manşonun derinliğini ölçün. Bundan sonra bir cetvel alın ve boru şeklindeki ürüne karşılık gelen bir işaret koyun. Böyle bir önlem sizi hoş olmayan sürprizlere karşı sigortalayacaktır.
Dikkat ! Ürünü kavramaya bağladığınızda konumlarını ayarlamak için birkaç saniyeniz olacaktır.
Kaynak alanını yağdan arındırın
İyi ve kaliteli bir bağlantı elde etmek için öncelikle kaynak alanını yağdan arındırmanız gerekir. Pamuklu bir bez alın ve üzerine biraz alkol dökün. Bundan sonra bağlantı parçasının içini işleyin. Aynı işlemin borunun ucu için de yapılması gerekir.
Aşındırıcı parçacıkları temizlemeyi unutmayın. Polipropilen yapıların kaynaklanması sırasında toz bile bağlantının kalitesini olumsuz yönde etkileyebilir. Bu nedenle talimatlarda bu konuya bu kadar dikkat ediliyor.
Dikkat ! Toz ve aşındırıcı maddeler kaynak makinesinin Teflon kaplamasına zarar verir.
Sadece parçaların değil, aynı zamanda nozüllerin de alkolle işlenmesi gerekir. Bu önlem plastiğin yapışmasını önleyecektir. Bu aynı zamanda Teflon kaplamanın hasar görmesi riskini de azaltır. Bu, kurutulmuş polipropilen kalıntıları çalışma yüzeyinden mekanik olarak çıkarıldığında oldukça sık meydana gelir.
Kurulum nasıl yapılıyor?

Bağlantı parçaları olan elemanlar takıldığında kurulum yapılır. Dönüşler de kurulmalıdır. İkincisi, talimatları ihlal etmemek için ayrı ayrı kaynak yapmak daha iyidir.
Genel inşaat talimatlarına göre duvarlar arasındaki geçişlere dikkat etmeniz gerektiğini unutmayın. Ayrıca girişlere bağlantı yapmanız gerekir. Daha sonra ağırlıkla kaynak yapılabilir.
Boru ürünleri duvarlara kelepçeler kullanılarak tutturulur. Güvenilir sabitleme sağlarlar ve onlarca yıl dayanabilirler. Polipropilen yapının kendisi basitçe bunlara geçirilir.
Dikkat ! eğer varsa özel bir ev, O plastik yapılar doğrudan kazana bağlanmaz. Bunun için özel bir donanıma ihtiyacınız olacak.
Polipropilen yapıyı kazana bağlayan bağlantı parçasının ana kısmı, uzunluğu yaklaşık yarım metre olan metal bir parçadır. Doğrudan ısıtıcıya bağlanan odur.
Polipropilen yapıların avantajı, duvarların içine kolaylıkla döşenebilmeleridir ve bu, hiçbir şekilde konut binasının işletme talimatlarını ihlal etmeyecektir. Ancak boru hattını kullanmaya başlamadan önce sızıntı testi yapmak gerekir.
Sonuçlar
Gördüğünüz gibi polipropilen boruların kaynaklanmasına ilişkin talimatlar özellikle karmaşık değildir. Tavsiyelere uymak, doğru sıcaklığı korumak ve parçaların ön temizliğini ve yağdan arındırılmasını unutmamak yeterlidir.
Piyasada nispeten yakın zamanda ortaya çıkan polipropilen, tesisatçıların ve müşterilerinin, özellikle de özel ev sahiplerinin sıcak sempatisini hızla kazandı. Seçmek için hangi kriterlerin kullanılması gerektiğini ve polipropilen boruların nasıl düzgün şekilde kaynaklanacağını bulmamız gerekiyor. Makale öncelikle alışılmadık materyale daha yakından bakan yeni başlayanlara yöneliktir.
Seçenek
Tedarik ile başlayalım. Yani mağazadayız; Ekranda, metre başına fiyatı farklı olan çeşitli polipropilen türleri ve etiketlemede bazı garip semboller var. İlk önce neye bakmalı?
Polimer türü
- Soğuk su temini için boru seçiyorsanız PPH işaretli ürünlere dikkat edebilirsiniz.
- PPB ve PPR (PPRC) işaretli polipropilen, sıcak su temini ve ısıtma için uygundur.
Lütfen dikkat: kasıtlı olarak sağlamıyoruz tam isimler karşılık gelen homo- ve kopolimerler.
Bir dairenin veya evin yenilenmesi için malzeme seçen okuyucu için bu bilgilerin gereksiz olduğu açıktır.
İşletme basıncı
Kgf/cm2 (atmosfer) cinsinden standart değeri, işaretlemede PN harflerinden sonra belirtilir. 10 ila 25 atmosfer arasında değişir. Üst değerin açıkça aşırı olduğu anlaşılıyor, çünkü su besleme hatlarındaki ve ısıtma şebekelerindeki basınç, otonom sistemlerden bahsetmeye bile gerek yok, 6-7 kgf/cm2'yi geçmiyor.
Ancak burada iki nüans var:
- İÇİNDE merkezi sistemlerısı ve su temininde her zaman su darbesi olasılığı vardır. Atılan bir boru hattı hızlı bir şekilde doldurulduğunda veya sıvı ortamda oluşan bir şok dalgasının önündeki vidalı valf valfinin kopması durumunda basınç 20-25 kgf/cm2'ye ulaşabilmektedir.

- Sıcaklık arttıkça polipropilenin mekanik mukavemeti azalır. İşletme basıncıüreticiler tarafından belirtilen oda sıcaklığı(+20 C); +90 C'de, merkezi ısıtma sisteminde oldukça ulaşılabilir bir değerde, izin verilen maksimum basınç 7 atmosfere düşecektir.
Güçlendirme
Soğuk su dağıtımında takviyesiz polimer kullanılmaktadır. Sıcaklık rejimi kritik olmaktan uzaktır ve daha da önemlisi stabildir; bu, ısıtıldığında mekanik dayanım ve doğrusal genleşme katsayısı için düşük gereksinimler anlamına gelir. Dolayısıyla ilgili borular için minimum fiyat.
Ancak taşınan ortamın yüksek sıcaklıklarında iki teknik sorun ortaya çıkar:
- Suyun kaynama noktasına yaklaşması plastiğin mukavemetinde kritik bir düşüşe yol açar.
- Oda sıcaklığından 80-95 C'ye kadar olan aralıktaki sıcaklık dalgalanmaları borunun doğrusal boyutlarında sürekli bir değişime yol açar.
Sorun, polimere bir takviye tabakasının eklenmesiyle kısmen çözülmektedir.
Satışta iki tür takviyeye sahip malzeme bulabilirsiniz:
- Aliminyum folyo. Polimer katmanları arasına (yaklaşık olarak duvarın ortasına veya dış yüzeyine daha yakın) yapıştırılır.
- Fiber (doğranmış fiberglas). Saf polipropilenin dış ve iç katmanları arasına elyafla karıştırılmış bir polimer katmanı kaynaştırılır.

Her takviye türünün kendine göre artıları ve eksileri vardır.
Boru hattı kurulumu
Peki polipropilen borular nasıl pişirilir?
Alet
Aracı hazırlayarak başlayalım.
İhtiyacımız olacak:
- Uygun çapta bir dizi nozul içeren düşük sıcaklıklı havya.
İpucu: Sıcaklık kontrollü havyaları indirimde bulabilirsiniz.
Regülatör, amaçlarımız için en uygun 240 - 260 dereceyi ayarlamamıza izin vermelidir.
- Polipropilen kesmek için makas. Genellikle bir havya ile birlikte gelirler.

- Boruları pahlamak için bıçak.
- Alüminyum takviyeli borularla çalışırken, takviye katmanının dış konumu için sıyırıcı (tıraş makinesi) ve iç katman için (duvarın ortasında) bir düzeltici kullanın. Aletler hem matkap için ataşman hem de manuel temizlik için mevcuttur.
Kesme, temizleme
Kesme talimatları herhangi bir sır içermez: boru, bağlantı parçalarına daldırılması dikkate alınarak işaretlenir ve kesici makasla kesilir. Daha sonra dış tarafından bir pah çıkarılır.
sıyırma aliminyum folyo tıraş makinesinin / düzelticinin birkaç dönüşüyle gerçekleştirilir. Amaç alüminyumun suyla temas etmesini önlemektir. Belirli koşullar altında (özellikle, alüminyumun galvanik bir çift oluşturduğu devrede bakır varsa), folyo paslanabilir ve bu, bağlantının gücünde feci bir düşüşle daha önce bahsedilen delaminasyona yol açacaktır.

Birleştirmek
Bir havya kullanarak polipropilen boruları kendi ellerinizle nasıl düzgün şekilde kaynaklayabilirsiniz?
- Isıtma elemanına uygun çapta bir ağızlık monte edilmiştir..
- Alet normal sıcaklığa kadar ısınır.
- Nozul ile eş zamanlı olarak birleştirilir iç yüzey konik bağlantı parçası ve borunun dış yüzeyi.
- Polimer eridikten sonra parçalar düzgün bir öteleme hareketiyle birleştirilir ve eriyik sertleşene kadar statik bir konumda tutulur. Dönüşler kabul edilemez: erimiş yüzeylerde bir "dalga" oluşturacaktır. bu da bağlantıyı önemli ölçüde zayıflatacaktır.

Isınması ve sertleşmesi ne kadar sürer? Cevap boru çapına bağlıdır:
Polimer kaynak aletleri ucuzdur; ancak en ekonomik okuyucuların hala öngörülebilir bir sorusu olabilir: polipropilen borular havya olmadan nasıl kaynak yapılır?
Boru hattı çapı küçükse değiştirilebilir gaz ocağı, bir sprey kutusundan ve bunun için bir ataşmandan diz üzerine monte edilmiştir. Brülörün alevinde kaynak yapılacak her iki yüzey aynı anda eritilir; daha sonraki işlemler yukarıda tartışılan durumdan farklı değildir. Bu yöntemin dezavantajı, uzun bir eğitim olmadan parçaların eşit şekilde erimesini sağlamanın zor olmasıdır.

Genel kurallar
Polipropilen sıcak su ve ısıtma sistemlerini kurarken şunları dikkate almanız gerekir: ana özellik plastik - ısıtıldığında önemli doğrusal genleşme.
- Uzun kısımlardaki kelepçeler boru hattının kendi ekseni boyunca hareket etmesini engellememelidir.
- Oluklara döşenirken boru ile oluğun ucu arasında boş alan (0,5 - 1 cm) bırakılmalıdır.
- 3 metreden uzun düz bölümler halka veya U şeklinde kompansatörlerle donatılmıştır.

Fotoğrafta yükselticilerdeki halka genleşme derzleri gösterilmektedir.