
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять , которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.

На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.

После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.

Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.

Подбирая паяльник для работы с нержавейкой, следует остановить свой выбор именно на инструменте с мощностью 100 Вт. Использование более мощного устройства для выполнения таких работ просто нецелесообразно.
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и . Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии. Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью.

Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.

Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.

Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.
Что еще следует знать о пайке нержавеющей стали
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.
Каждый начинающий электронщик задавался вопросом: “А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?” Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы.У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
Демонтаж старой микросхемы
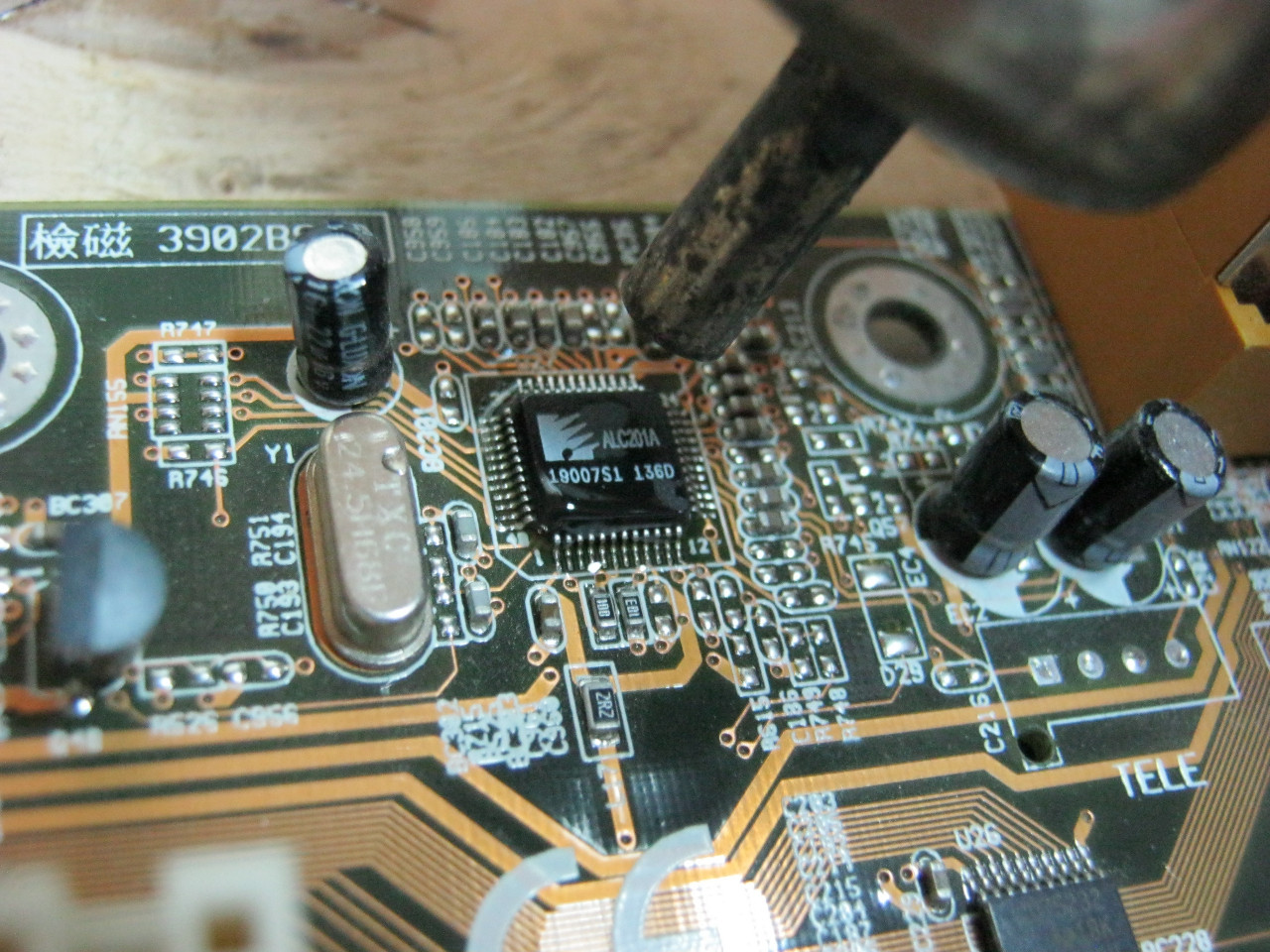
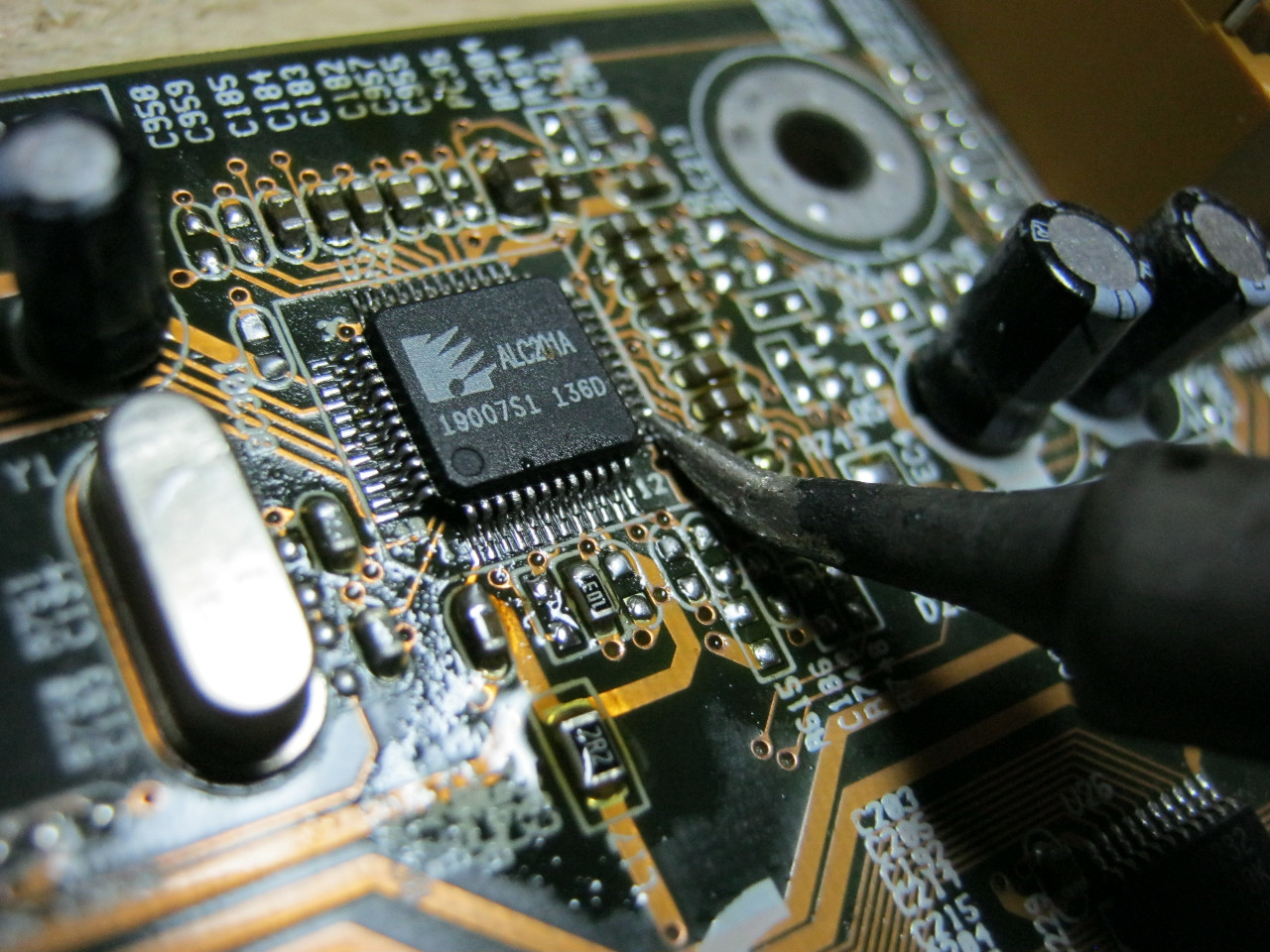
У каждой микросхемы имеется так называемый “ключ”. Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.

Готово!

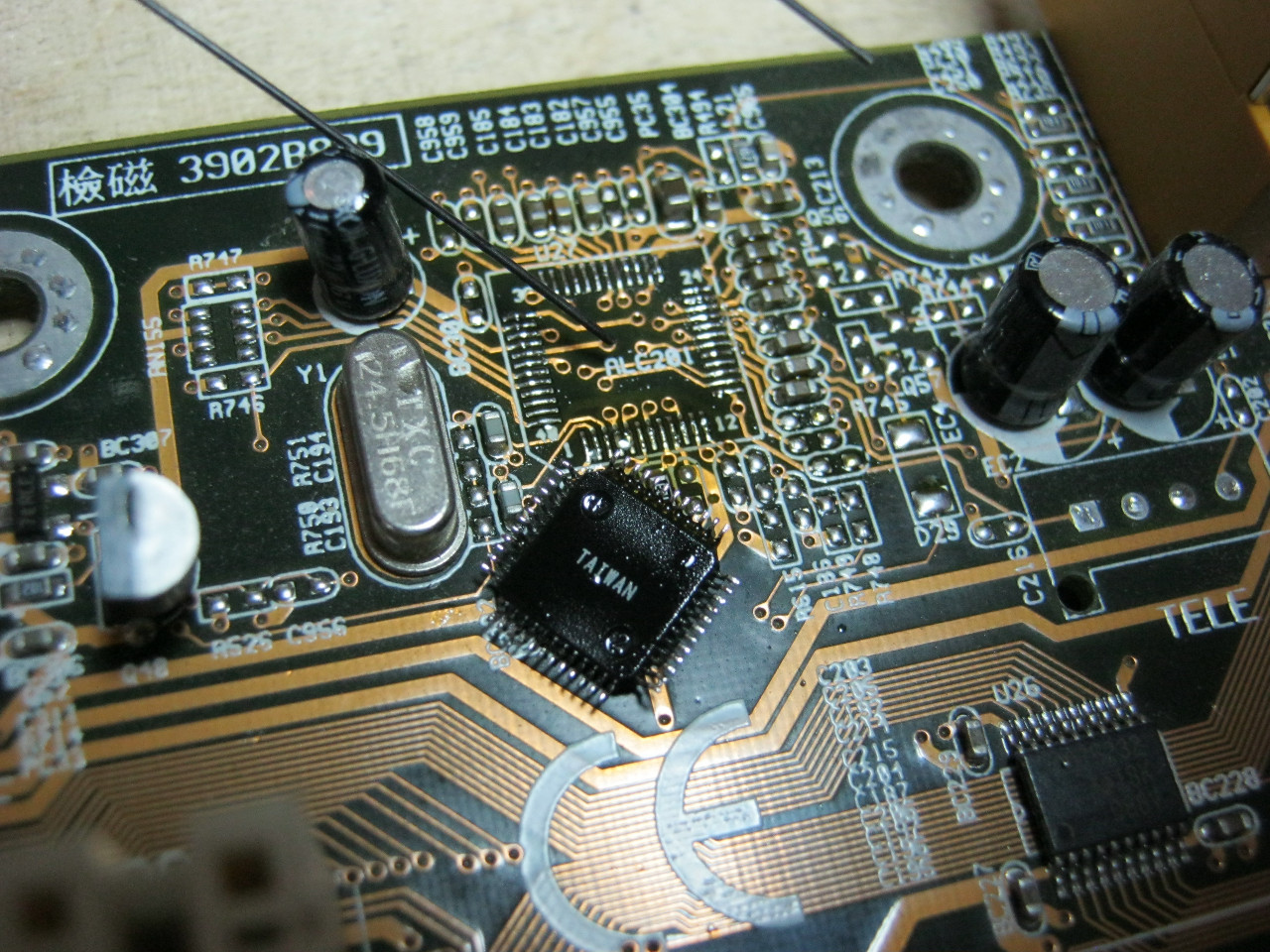
Выставляем температуру фена на 330-350 градусов и начинаем “жарить” нашу микросхему спокойными круговыми движениями по периметру.
Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.

В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:

Вот так выглядят для него насадки

Купить можно по этой ссылке .
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.

Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
Вот и наступил этот момент.
Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка – это Goot Wick.
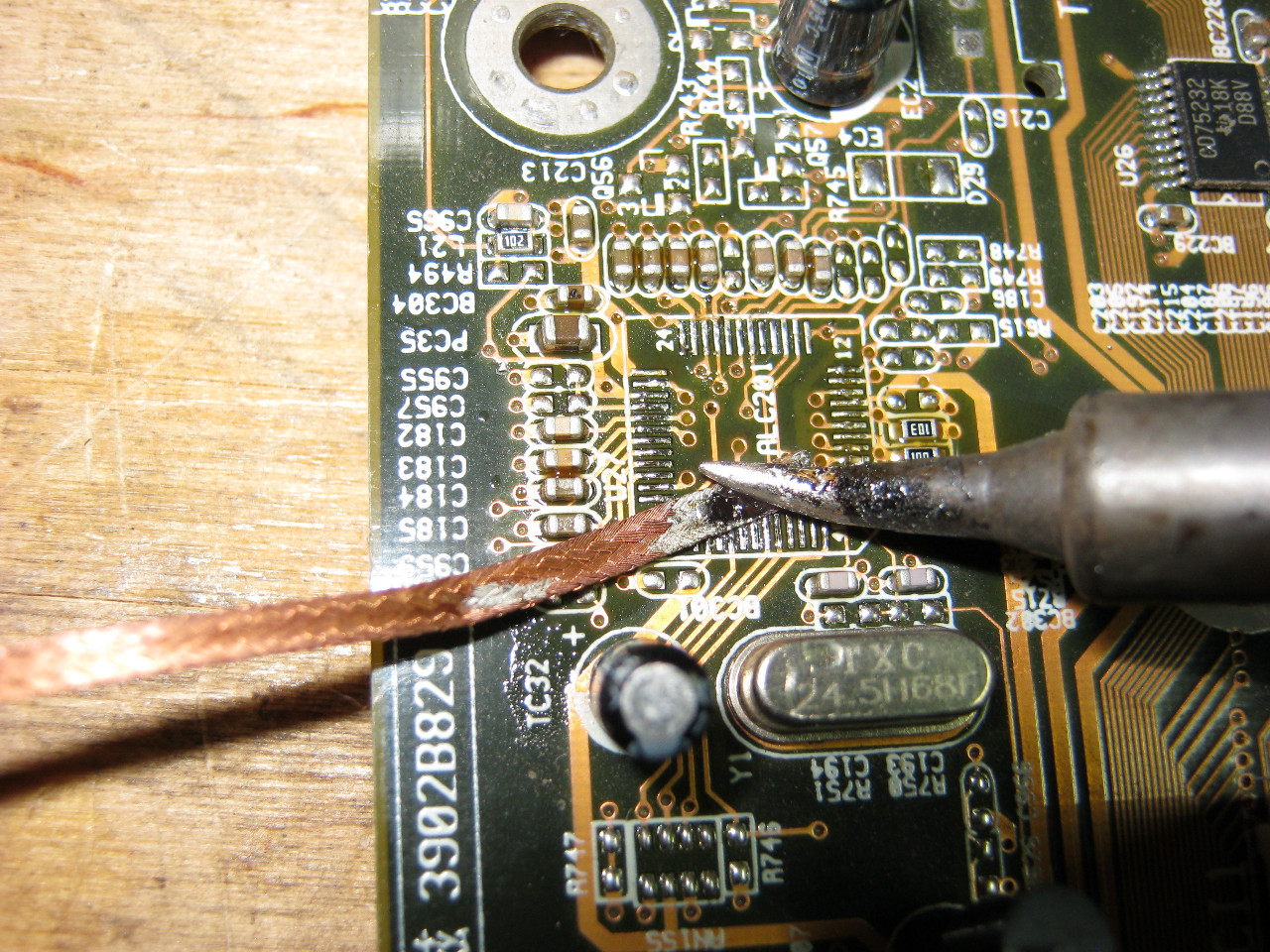
Вот что у нас получилось:


Должно получиться вот так

Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
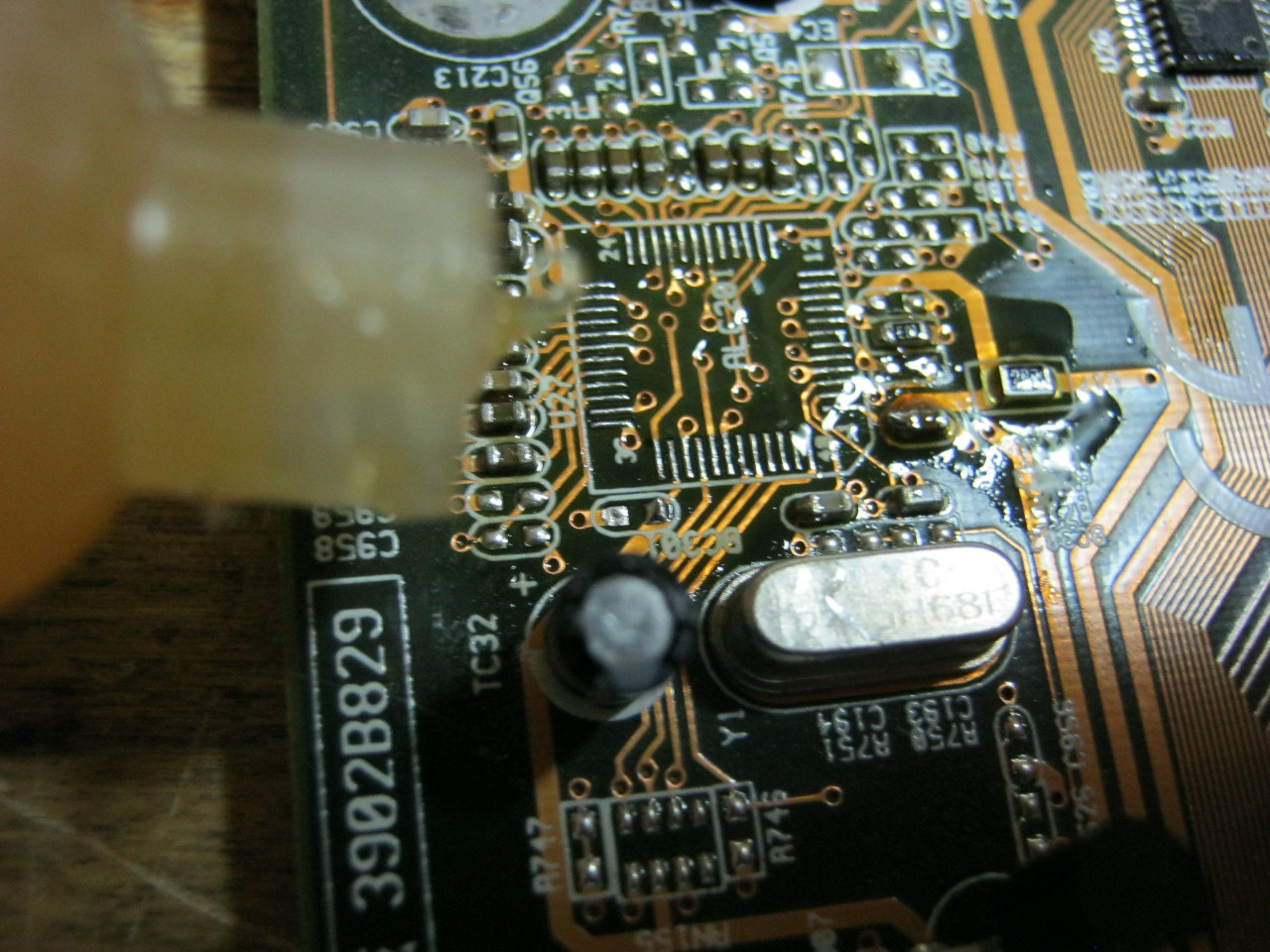
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.

Напоследок все это чуточку смазываем флюсом
Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.

Напоследок чуток еще смазываем флюсом и по периметру “приглаживаем” контакты микросхемы к пятакам с помощью паяльника.
Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.

Думаю, теперь вы знаете, как паять микросхемы правильно.
Знания о том, как правильно паять, нужны не только радиолюбителям и специалистам по монтажу электроаппаратуры. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов.
Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова – того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Обработка флюсом или лужение
Традиционный и самый доступный флюс – канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.

Работа с припоем
При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса.
При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск.
При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд.
Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки.
Пайкой называется способ создания неразъемного соединения посредством введения в зону контакта расплавленного материала с температурой плавления ниже, чем у материалов соединяемых деталей. О том, как правильно паять паяльником, можно узнать, освоив технологию на практике.
Назначение прибора
Паяльник электрический выпускается с напряжением питания от 12 до 220в. Маломощную конструкцию сложно изготовить под большое напряжение, так как для этого требуется много слоев тонкого провода, что приводит к увеличению габаритов. Кроме того, его выбирают, исходя из условий безопасности работы.
Мощность паяльника удобно подобрать с помощью простой таблицы:

Оптимальную температуру жала поддерживают вручную или автоматически. Для этого применяют тиристорные регуляторы.
Для увеличения срока службы конец паяльника можно отковать. При этом медь будет меньше растворяться в припое. Перед тем как пользоваться паяльником, жалу придают напильником определенную форму. Наиболее распространенными являются угловая и на срез. Ножевидную форму придают концу, чтобы одновременно выпаивать несколько контактов микросхемы или выводов разъема.

Инструменты
Перед тем как правильно паять паяльником, рабочий участок следует снабдить необходимыми инструментами:
— Подставка. Разогретый прибор располагается на подставке. Она также служит для размещения флюса и является площадкой для работы с проводами. К ней дополнительно прикрепляют «крокодил» с кусочком поролона для чистки жала.
— Штатив. В него входят зажимы («крокодилы»), которые можно перемещать по высоте и поворачивать, ванночка с канифолью, держатель для паяльника.
— Набор инструментов. Он нужен для поддерживания деталей, придания проводам заданных форм, зачистки поверхностей пайки. В число таких инструментов входят пинцеты, пассатижи, кусачки, круглогубцы, напильники, нож, наждачная бумага.
Секреты пайки

Как пользоваться паяльником?
С поверхностей деталей удаляются посторонние вещества посредством зачистки наждачной бумагой и обезжиривания ацетоном или бензином.
Жало очищается от окислов и гари напильником, бруском или наждачной бумагой.
Паяльник нагревается, его конец покрывается канифолью, а затем залуживается. Для этого припой на жале растирается деревянным бруском. Вся рабочая поверхность должна приобрести характерный серебристый цвет.
Нагревается припой. Его небольшая часть в виде капли наносится на место соединения и разравнивается. Если это необходимо, он добавляется до нужного количества, пока не закроет место контакта. Участок соединения прогревается. Как правильно паять провода? Соприкосновение жала с проводником должно быть по максимально большой площади, а не кончиком, как это делают неопытные монтажники. При этом канифоль должна еще оставаться на капле припоя, чтобы не началось его окисление. Процесс пайки производится в один прием. Если несколько раз отводить и снова прижимать жало к детали, припой станет серым из-за окисления, поскольку канифоль испаряется раньше. В процессе остывания детали должны быть неподвижными. При смещении проводов, когда припой еще не застыл, в нем образуются микротрещины, ухудшающие прочность соединения и создающие дополнительное электрическое сопротивление.
Остатки канифоли удаляются кисточкой, смоченной спиртом.
Пайка проводов
Разберемся, как правильно паять паяльником провода. Прежде всего их концы, предназначенные для соединения, освобождаются от изоляции. Соединяемые провода важно качественно прогреть. Для этого размеры жала должны соответствовать габаритам деталей. Если паяльник слишком большой, то в процессе работы будут повреждены соседние элементы. При его малых размерах пайка окажется ненадежной, поскольку детали трудно прогреть.
Подготовка провода заключается в удалении с его конца изоляции. Ее снимают ножом или кусачками. Многожильный провод следует скрутить, чтобы не торчали отдельные части, и залудить. Для этого он опускается в ванночку с канифолью, паяльником берется капля припоя и проводится несколько раз по медным жилам. В процессе лужения провод нужно прогревать и поворачивать, чтобы покрытие было со всех сторон. Для подготовки к дальнейшей работе залуженный конец окунают в расплавленную канифоль и производят таким образом «лакировку». Ее излишки можно будет потом легко удалить рукой.
Припой является слабым сплавом и ломается от небольших нагрузок. Соединяемые провода предварительно зачищают и скручивают. Для этого они должны иметь общую ось. Их центры следует совместить, после чего один провод скручивается вдоль длины другого. Аналогичная операция проделывается со вторым концом. На место соединения наносится расплав канифоли, а затем — припой. Скрутку следует прогреть 2-3 сек.

При недостаточном количестве припой надо добавить, чтобы покрытие было равномерным и блестело. Многим непонятно, почему соединение не прогревается даже с мощным прибором. Как должна производиться пайка паяльником в этом случае? Дело в том, что тепло распространяется снизу вверх. Поэтому скрутку необходимо подогревать снизу. При перегреве припой растекается, а когда тепла недостаточно, покрытие получается рыхлым.
Одножильные провода зачищают до блеска и окунают в канифоль. Затем их соединяют, прогревают 3-5 сек. и наносят припой. На оголенный провод надевают термоусадочную трубку большего диаметра, который уменьшается от повышенной температуры, после чего образуется надежная изоляция. Если спайка быстро остывает, для подогрева используют зажигалку. Освоив, как правильно паять провода, можно приступить к более сложным операциям.
Скручивать вместе медный и алюминиевый провода недопустимо из-за тепловыделения в переходном сопротивлении контакта. Их фиксацию производят через промежуточный элемент, которым может быть болтовое соединение с разделением шайбами, клеммный зажим, прослойка другого металла. Припой для пайки алюминия на основе олова подходит также к медному проводу и может быть для них надежным промежуточным слоем.
Пайка радиодеталей
Спайку с радиоэлементом производят скруткой или внахлест, применяя теплоотвод, например, пинцетом. Нагрев многих деталей электросхем не должен превышать 70 ºС при продолжительности более 3 сек.
На печатной плате место монтажа по периметру отверстия покрывается слоем припоя. Затем в него вставляется залуженный и покрытый канифолью конец проводника. Его прогревают и смачивают добавленной каплей припоя. Жало должно касаться вывода и дорожки платы одновременно. Излишки припоя легко удаляются медной оплеткой. Работа выполнена качественно, когда все точки пайки похожи друг на друга. Выводы радиоэлементов загибают и вставляют в отверстия платы. Концы с обратной стороны немного отгибают, чтобы деталь не выпадала.
Паяльник нельзя долгое время держать сухим в нагретом состоянии. Он покрывается слоем окислов, и жало снова придется зачищать и лудить. На конце постоянно должен быть слой расплавленной канифоли, а в длительные промежутки между работой паяльник следует отключать. Также с него периодически удаляется губкой старый припой.
Элементы плат различного оборудования могут выйти из строя под действием статического электричества. Для предотвращения его возникновения корпус паяльника следует заземлить.
Работа с микросхемами
Рассмотрим, как правильно паять микросхемы. Процесс имеет некоторые особенности. Микросхемы не выдерживают перегрева. В местах соединения не должно быть излишков припоя. Для этого применяют паяльник для микросхем с регулированием температуры нагрева.
Одновременный нагрев контактов производят с применением фена с насадками. Участок на плате необходимо очистить. Для этого подходит ацетон или универсальный растворитель лаков. Затем включается фен, и его температура устанавливается на уровне 330-370 ºС. При минимальной скорости обдува чип разогревается и сразу удаляется пинцетом после оплавления контактов. Затем зона спайки смазывается флюсом, а на место неисправной устанавливается новая микросхема. При нагреве феном она немного проседает от расплавления контактов, что является сигналом о конце операции. Место пайки протирается ацетоном, чтобы удалить остатки флюса. Достаточно мощные контакты можно дополнительно прогреть паяльником.
Когда будет освоена простая можно переходить на сложные соединения, например, разнородные металлы с использованием газового, печного или импульсного подогрева.

Пайка алюминия
Трудности пайки алюминия связаны с его низкой температурой плавления (660 ºС) и прочной оксидной пленкой. Детали нагревают в печи или газопламенной горелкой. Их подготовка заключается в удалении жиров растворителем и в механической зачистке наждачной бумагой, абразивным кругом или щеткой из нержавейки. При этом окисная пленка образуется вновь, но ее толщина значительно меньше предыдущей. Затем на место соединения наносится флюс и производится его подогрев до температуры расплавления припоя. Электродным стержнем прикасаются к месту стыка, пока он не начнет плавиться.

Припой для пайки алюминия при температуре 150-400 ºС может быть на основе цинка, олова, кадмия (легкоплавкий). Он слабо сопротивляется коррозии и требует дополнительных покрытий. Тугоплавкие припои, такие, как силумин (590-600 ºС), 34А (530-550 ºС) и другие, более надежны и используются чаще. Сплавы алюминия имеют меньшую температуру плавления. Их паяют с печным подогревом, который точнее регулируется.
Заключение
Как правильно паять паяльником провода и микросхемы? Ответ на этот вопрос подразумевает, прежде всего, тщательную подготовку инструмента и деталей. В процессе создания неразъемного соединения слой расплавленного припоя всегда должен быть защищен флюсом. Для каждой операции подбирается паяльник соответствующей мощности и формы рабочей поверхности жала. При правильном соединении деталей и выдерживании температурного режима пайка получается надежной и долго служит.
Все знают, что такое паяльник, и для чего он нужен, но не все умеют им пользоваться. А инструмент это весьма полезный не только в телевизионной мастерской, но и в домашнем хозяйстве. С его помощью можно качественно восстановить оборванный кабель, отремонтировать электроинструмент, бытовую технику и многое другое. Однако паяльником надо уметь орудовать, а также надо уметь правильно подобрать расходные материалы.
Если речь не идет о пайке микросхем и высоковольтного оборудования, то сам процесс не представляет какой-либо сложности. Большинство бытовых задач можно выполнить самостоятельно, не обращаясь к специалисту.
Устройство паяльника
Электрический паяльник обязательно имеет нагреватель. Нагреватель может быть нихромовым или керамическим. Керамические нагреватели по-своему хороши, но они довольно требовательны к условиям работы. Поэтому для домашнего хозяйства лучше всего подойдут электрические паяльники со спиральным нагревателем (ЭПСН). Это довольно неприхотливые и, что немаловажно, недорогие приборы.
Рабочей частью паяльника является жало. Нагреватель доводит его до высокой температуры, позволяющей плавить оловянный припой, которым ведется пайка. На корпусе паяльника обычно имеется винт, который фиксирует жало и с помощью которого можно регулировать его вылет. Ручка паяльника имеет расширение или отдельный фартук, который не дает руке даже случайно соскользнуть на разогретую часть.

В последние годы появились компактные газовые паяльники, сразу составившие конкуренцию паяльникам электрическим. Заправляются они очищенным бутаном, точно таким же, который используется для заправки зажигалок. Пайка газовым паяльником происходит за счет воздействия открытого пламени миниатюрного сопла. Температура пламени может регулироваться в пределах 750-1200°С. На одной заправке паяльник может работать 60-90 минут в зависимости от настройки. Такой инструмент способен полностью заменить электрический паяльник мощностью 150 Вт. Для бытовых нужд его более чем достаточно, если, конечно, речь не идет о пайке труб или кастрюль.
Выбор паяльника
Прежде всего, надо определить, для каких целей приобретается паяльник. Для дома обычно берут прибор, которым можно спаять кабели, провода, починить штекеры аппаратуры и т.д. Для этих целей подойдет прибор мощностью 25 Вт. Более мощные приборы применяются при пайке массивных деталей, а это уже промышленное применение. В то же время не стоит покупать слишком маломощные паяльники на 5-15 Вт. Они предназначены для пайки микросхем и тонкой аппаратуры, например для ремонта мобильных телефонов.
Обращают внимание при покупке паяльника для дома и на его входящее напряжение. Необходимо, чтобы это был прибор, работающий от 220 В, а не от 12 или 24…. Желательно чтобы у паяльника была вилка европейского образца. Современные дома уже все чаще оснащаются заземлением, которое в данном случае исключит электротравму при пробое на корпус.
Если жало в паяльнике извлекается, значит, при необходимости его можно заменить. Узнать это очень просто — паяльники со сменным жалом имеют болт (болты) фиксации на корпусе. Болт позволяет регулировать длину вылета, а она в свою очередь влияет на температуру открытой части.
Жала бывают медными и никелированными. Последние не обгорают, поэтому практически не нуждаются в уходе. Однако они несколько дороже. Красномедные жала время от времени необходимо чистить от припоя и править напильником. Никаких сложностей в этих операциях нет — берется напильник и с его помощью жалу придается требуемая форма. Желательно делать это при снятом жале, зажатом в тисках.
Что касается формы паяльников, то кроме классической «ручечной» формы в продаже можно встретить так называемые «пистолеты». Разница между ними только в форме ручки. Пистолетными бывают также быстроразогревающиеся паяльники с трансформатором, но они уже относятся к приборам профессионального класса. Многие специалисты считают, что классическая форма паяльника удобнее в работе.

Расходники для пайки
Припой. Соединение деталей при помощи пайки подразумевает использование припоя — сплава олова со свинцом. Процесс пайки можно сравнить с горячим склеиванием. Клеем в таком случае выступает припой.
Пропорции олова и свинца в припоях могут быть разными. Производители наносят маркировку, где цифрой обозначается процент олова, например ПОС-61 — припой оловянно-свинцовый, в котором содержание олова составляет 61%. Припой из такого сплава будет плавиться при температуре 180°С. Это намного меньше, чем температура плавления меди или алюминия, паять которые приходится чаще всего.
Изменения соотношения свинца и олова отражается и на температуре плавления припоя. Например, если олова в припое 40%, то температура плавления у такого сплава составит 240°С, а если олова 90%, то сплав начинает плавиться только при 310°С.
Маркировка припоев импортного производства отличается от отечественной. Чтобы понять, что за сплав перед вами, необходимо заглянуть в сопроводительные документы или поискать расшифровку маркировки в сети Интернет. Однако при бытовой пайке сплав припоя особого значения не имеет. Самый тугоплавкий припой плавится при 300°С, что также ниже t(пл.) меди или алюминия. Но работать легче всего с легкоплавкими припоями, поэтому следует отдавать предпочтение сбалансированным припоям, где олова и свинца примерно одинаково.

Удобнее всего пользоваться припоем в виде проволоки диаметром 1-3 мм. В продаже встречаются припои в виде трубки, заполненной флюсом. Такой припой — на любителя; многие специалисты отдают предпочтение простому проволочному припою, который оставляет возможность точнее дозировать припой и флюс.
Флюс необходим для защиты металлических деталей от теплового окисления. Медное жало паяльника быстро окисляется, в результате чего на нем образуется неметаллическая пленка, к которой плохо пристает припой. Флюс удаляет пленку окислов и способствует равномерному распределению припоя. Обработка деталей и контактов флюсом называется лужением.

Встречаются два вида флюсов — кислотные и некислотные. Кислотные флюсы чаще всего используют при пайке железных сплавов (чугун, сталь). После работы с кислотным флюсом необходимо удалить его остатки, чтобы кислота не разъедала металл. Работать с кислотными флюсами нужно очень осторожно, т.к. кислота легко разъедает кожу.
Из некислотных флюсов наиболее распространена канифоль — очищенная сосновая сера. Для большинства бытовых задач канифоли вполне достаточно. Качественная канифоль прозрачна и имеет янтарный цвет; она не так быстро пачкает жало и не сильно дымит. Можно также иметь под рукой ортофосфорную кислоту для случаев, когда окисление значительное.
Технология пайки

Когда нужно припаять одну деталь к другой, спаять контакт или концы проводов, наша задача заключается в том, чтобы закрепить спайку припоем.
- Хороший контакт и прочность спайки зависит от качества выполнения работы. Спаиваемые детали должны быть хорошо очищены, обезжирены и прогреты.
- Если выполняется пайка электрического провода или любых других электродеталей, необходимо убедиться в том, что они не находятся под напряжением.
- Производить пайку лучше всего под кухонной вытяжкой, чтобы дым канифоли сразу удалялся из помещения.
- Очень важно не перегреть спаиваемые детали. Сами они вряд ли расплавятся от паяльника, но пластик (например, изоляция провода) может пострадать от высокой температуры. Поэтому время воздействия высокой температуры на детали должно быть минимальным. Желательно произвести пайку в один заход.
- Соединяемые пайкой детали нужно залудить — обработать флюсом и припоем. Залуженные провода перестают гнуться, поэтому их скручивают без лужения и только потом паяют.
- При сращивании кабелей или проводов производят зачистку концов от изоляции, зачищают сам провод механически и обрабатывают флюсом при помощи паяльника. Чтобы качественно изолировать спаянные провода необходимо предварительно надеть на них кембрики из термоусадочного полимера. После этого концы провода свивают между собой и фиксируют припоем, который в итоге должен покрыть всю контактную часть.
- Место спайки закрывается термоусадочным кембриком, который после нагрева обволакивает спайку и надежно ее изолирует от контакта с другими проводами.
- Проволочный припой удобно подавать к месту спайки, а не набирать олово жалом. Но поскольку у человека только две руки, подавать припой получается только в том случае, если детали надежно зафиксированы. Не пытайтесь паять навису — только зря потратите время и нервы. Лучше сначала зафиксировать зажимом спаиваемые детали, а уже потом их паять.
Вот собственно и вся технология. Как видите, она нехитрая. Главное — соблюсти несколько простых правил и понимать, что для чего делается и в каком порядке.