Sastavljamo jednostavan stroj za zavarivanje kod kuće. Što i kako napraviti aparat za zavarivanje DC aparat za zavarivanje uradi sam
Kućanski poslovi uvijek zahtijevaju određeni skup alata, uređaja i razne opreme. To posebno akutno osjećaju vlasnici privatnih kuća i oni koji se bave raznim vrstama popravaka u vlastitim radionicama i garažama. Kupnja skupe opreme nije uvijek opravdana, jer njena upotreba neće biti stalna, ali sastavljanje aparata za zavarivanje vlastitim rukama je unutar mogućnosti svakog majstora.
Prije početka procesa potrebno je odrediti snagu uređaja, jer će o tome ovisiti njegove dimenzije i mogućnosti. Da biste se upoznali s postupkom sastavljanja, možete pogledati odgovarajući video koji pokazuje kako možete napraviti praktičan stroj za zavarivanje vlastitim rukama. Njegova će izrada zahtijevati nešto teorijske obuke, kao i iskustvo u elektromehaničkim poslovima. Sastavljanje električnog uređaja kod kuće provodi se prema preliminarnim proračunima, uzimajući u obzir i ulazne i izlazne parametre uređaja.
Ovaj električni uređaj bit će koristan ne samo zavarivačima koji obavljaju neke poslove kod kuće ili u garaži, već i običnim majstorima koji koriste uređaj za zavarivanje za izgradnju raznih uređaja.
Značajke domaćih transformatora
Samostalni uređaji razlikuju se od tvorničke opreme po svom tehničkom dizajnu. Zavarivanje "uradi sam" izrađuje se od dostupnih elemenata i sklopova, za koje se koristi krug transformatora za zavarivanje. Ako se parametri sastavnih dijelova strogo poštuju, električni uređaj će pouzdano služiti dugi niz godina. Prije izrade uređaja za transformator za zavarivanje vlastitim rukama, morate odlučiti o dostupnim komponentama. Osnova je transformator koji se sastoji od magnetske jezgre, kao i primarnog i sekundarnog namota. Možete ga kupiti zasebno, adaptirati postojeći ili ga sami izraditi. Za izradu zavarenog električnog aparata vlastitim rukama, transformatorsko željezo i žica za namotaje dodat će se raznim alatima iz otpadnog materijala. Proizvedeni transformator mora se moći spojiti na kućnu mrežu od 220 V i imati izlazni napon od oko 60-65 V za zavarivanje debelih metala.
Značajke domaćih ispravljača
Samostalni ispravljači omogućuju vam zavarivanje tankog lima s visokokvalitetnim spojevima šavova.
Dijagram stroja za zavarivanje pomoću ispravljanja električna struja prilično jednostavno. Sadrži transformator na koji je spojena ispravljačka jedinica, te prigušnicu. Ovaj najjednostavniji dizajn osigurava stabilno izgaranje zavarenog električnog luka. Zavojnica zavojnica namotana na jezgru koristi se kao prigušnica. bakrene žice. Uređaj za ispravljanje spojen je izravno na stezaljke namota silaznog transformatora.
Ovisno o vašim ciljevima, možete sami izraditi mini zavareni električni uređaj. Savršeno će se nositi s metalima male debljine koji ne zahtijevaju korištenje velikih struja pri spajanju. Spoter se može izraditi od zavarenog električnog aparata, što će značajno proširiti mogućnosti njegove uporabe.
Kako napraviti aparat za zavarivanje
Ručno izrađen električni uređaj za zavarivanje dizajniran je za izvođenje manji radovi oko kuće, oko kuće ili u garaži. U prvoj fazi, potrebne kalkulacije te se pripremaju montažni dijelovi i sklopovi. Sakupljati transformator za zavarivanje Vlastitim rukama preporučljivo je unaprijed odlučiti gdje sastaviti uređaj. To će pojednostaviti proces proizvodnje. Pored njega su sastavljene montažne jedinice koje vam omogućuju da vlastitim rukama sastavite jednostavan električni stroj za zavarivanje. Osim glavnog pretvarača napona, trebat će vam prigušnica, koja se može koristiti od elemenata fluorescentne svjetiljke. U nedostatku gotovog elementa, izrađuje se neovisno od magnetske jezgre iz snažnog pokretača i žice izrađene od bakrenih vodiča s poprečnim presjekom od oko 1 mm kvadrata. Samostalni električni aparat za zavarivanje razlikovat će se od svojih kolega ne samo po izgledu, već i po karakteristikama. Da biste odlučili kako to napraviti, pogledajte slične uređaje na fotografiji ili videu.
Proračun transformatora za zavarivanje
Električno zavarivanje domaći uređaji provodi prema najjednostavnija shema, koji ne predviđa korištenje dodatnih čvorova. Snaga sastavljenog električnog aparata ovisit će o potrebnoj vrijednosti zavarene električne struje. Zavarivanje u dači električni uređaj sastavljen vlastitim rukama izravno će ovisiti o tehničkim karakteristikama vlastitog proizvoda.
Prilikom izračunavanja snage zavarivanja, uzmite snagu potrebne struje zavarivanja i pomnožite ovu vrijednost s 25. Dobivena vrijednost, kada se pomnoži s 0,015, pokazat će potrebni promjer presjeka magnetske jezgre za zavarivanje. Prije nego što napravite izračune za namote, morat ćete se sjetiti drugih matematičkih operacija. Da bi se dobio presjek namota višeg napona, vrijednost snage se podijeli s dvije tisuće, a zatim pomnoži s 1,13. Metodologija proračuna za primarni i sekundarni namot je različita.

Da biste dobili vrijednosti namota za najniži naponski transformator, morat ćete potrošiti malo više vremena. Površina poprečnog presjeka sekundarnog namota ovisi o gustoći zavarene električne struje. Za vrijednosti od 200 A to će biti 6 A/mm², s brojkama od 110-150 A - do 8, a do 100 A - 10. Pri određivanju poprečnog presjeka donjeg namota, čvrstoća zavarene električne struje podijeli se s gustoćom, a zatim pomnoži s 1,13.
Broj zavoja izračunava se dijeljenjem površine poprečnog presjeka magnetskog kruga transformatora s 50. Osim toga, na konačni rezultat zavarivanja utjecat će izlazni napon. Utječe na karakteristike procesa i može se povećavati u struji, ravnoj ili strmoj. To utječe na oscilacije električnog luka tijekom rada, u kojem su minimalne promjene struje važne pri radu kod kuće.
Krug transformatora za zavarivanje
Donja slika prikazuje dijagram transformatora za zavarivanje najjednostavnijeg tipa.

Možete pronaći električne sklopove koji će biti dopunjeni uređajima za ravnanje i drugim elementima za poboljšanje zavarenih električnih aparata. Međutim, glavna komponenta je još uvijek konvencionalni transformator. Dijagram ožičenja za povezivanje njegovih žica prilično je jednostavan. Zavareni uređaj je spojen preko električnog rasklopnog uređaja i osigurača na kućnu mrežu od 220 V. Obavezna je upotreba električnih zaštitnih uređaja, jer će to zaštititi mrežu od preopterećenja u hitnim slučajevima.
![]()
![]()
a – mrežni namot s obje strane jezgre;
b – odgovarajući sekundarni (zavarivački) namot, spojen kontraparalelno;
c – mrežni namot s jedne strane jezgre;
d – odgovarajući sekundarni namot, spojen u seriju.
Definiranje parametara
Da biste napravili električni stroj za zavarivanje, morate razumjeti princip rada. Pretvara ulazni napon (220 V) u smanjeni napon (do 60-80 V). Tijekom ovog procesa, niska električna struja u primarnom namotu (oko 1,5 A) raste u sekundaru (do 200 A). Ova izravna ovisnost o radu transformatora naziva se naponsko-strujna karakteristika silaznog tipa. Rad uređaja ovisi o ovim pokazateljima. Na temelju toga se provode proračuni i određuje dizajn budućeg uređaja.
Nazivni način rada
Prije zavarivanja potrebno je odrediti njegovu buduću nazivnu namjenu. Pokazuje čemu služi vrijeme prilagodbe zavarivački radovi, napravljen vlastitim rukama, mogu se kuhati kontinuirano i koliko dugo se trebaju ohladiti. Ovaj se pokazatelj naziva i trajanje uključivanja. Za kućne električne uređaje nalazi se oko 30%. To znači da je od 10 minuta sposoban neprekidno raditi 3 minute i odmarati se 7 minuta.
Nazivni radni napon
Rad transformatorskog uređaja za zavarivanje temelji se na smanjenju vrijednosti ulaznog napona na radnu nazivnu vrijednost. Prilikom proizvodnje stroja za zavarivanje možete napraviti bilo koju vrijednost izlaznih parametara (30-80 V), što izravno utječe na raspon radnih električnih struja. Za razliku od napajanja od 220 V, izlazna vrijednost može biti reda veličine 1,5-2 volta u proizvodima za točkasto električno zavarivanje. To je zbog potrebe za dobivanjem visoka razina Trenutno.

Mrežni napon i broj faza
Dijagram strujnog povezivanja domaćeg transformatora za zavarivanje dizajniran je za spajanje na kućnu jednofaznu električnu mrežu. Za snažne uređaje za zavarivanje koristi se industrijska mreža s tri faze od 380 V. Ostali izračuni izvode se iz vrijednosti ovog ulaznog parametra. Mini zavarivanje "uradi sam" koristi priključak na kućnu električnu mrežu i ne zahtijeva visoke napone napajanja.
Napon otvorenog kruga
Kućni zavarivač koji ste sami sastavili mora imati razinu napona dovoljnu za paljenje električnog luka. Što je ova vrijednost veća, to će se lakše pojaviti. Proizvodnja uređaja mora biti u skladu s važećim sigurnosnim propisima koji ograničavaju izlazni napon na maksimalno 80 V.
Nazivna struja zavarivanja transformatora
Prije nego što sami napravite električni stroj za zavarivanje, morate odlučiti o veličini nazivne struje. O tome će ovisiti sposobnost izvođenja samog rada na metalima različitih debljina. Za kućansko električno zavarivanje sasvim je dovoljna vrijednost od 200 A, što vam omogućuje da napravite potpuno funkcionalan uređaj. Prekoračenje ovog pokazatelja zahtijevat će povećanje snage električnog transformatora, što utječe i na rast njegovih dimenzija i težine.

Proces izgradnje
Proizvodnja domaćeg električnog aparata za zavarivanje počinje izvođenjem potrebnih proračuna. Uzimaju se u obzir vrijednosti ulaznog i izlaznog napona, kao i potrebna količina električne struje. O tome izravno ovisi veličina uređaja i količina potrebnih materijala. Nije teško napraviti električni stroj za zavarivanje, kao i drugu opremu, vlastitim rukama. Uz pravilan dizajn i korištenje visokokvalitetnih komponenti, može pouzdano služiti desetljećima. Za podlogu se koristi žica s bakrenim vodičima, kao i jezgra od magnetski propusnog željeza. Preostale komponente nisu toliko bitne i mogu se odabrati među onima koje je lako nabaviti.
Gdje započeti pripremnu fazu
Nakon završetka proračunskog dijela priprema se materijal i oprema radno mjesto za montažu konstrukcije. Za izradu domaćeg stroja za zavarivanje trebat će vam žice za primarni i sekundarni namoti, za jezgru - odgovarajuće transformatorsko željezo, izolacijski materijali (lakirana tkanina, tekstolit, staklena traka, električni karton). Osim toga, trebali biste se unaprijed pobrinuti za stroj za namatanje za izradu namota, metalne elemente za okvir i električni sklopni uređaj. Tijekom procesa montaže trebat će vam set uobičajenih vodovodnih alata. Radno mjesto odaberite prostorniju kako biste slobodno namotavali zavojnice i uključili se u proces sastavljanja.

Montaža konstrukcije
Nakon završetka pripremnih radnji, nastavlja se izravno na proizvodnju električnih uređaja. Domaće električno zavarivanje zahtijeva dosta vremena tijekom montaže. Nije tako teško koliko je dugo i mukotrpno, zahtijeva precizno pridržavanje izračunatih vrijednosti. Postupak počinje izradom okvira za namote. Za to se koriste tektolitne ploče male debljine. Unutrašnjost kutija treba odgovarati jezgri transformatora s malim razmakom.
Nakon sastavljanja dva okvira, potrebno ih je izolirati kako bi se zaštitila električna žica. To se radi pomoću bilo kojeg električnog izolacijskog materijala otpornog na toplinu (lakirana tkanina, staklena traka ili električni karton).

Žica koja ima izolaciju otpornu na toplinu namotana je na dobivene okvire. To će zaštititi proizvod od mogućeg kvara zbog pregrijavanja tijekom rada. Potrebno je točno prebrojati broj zavoja kako ne bi došlo do razlike s izračunatim vrijednostima. Svaki sloj rane nužno je izoliran od sljedećeg. Pojačana izolacija postavlja se između primarnog i sekundarnog sloja namota. Ne zaboravite napraviti potrebne zavoje potrebne količine skreće. Nakon završetka namotaja izvodi se vanjska izolacija.
U sljedećoj fazi, namotani namoti se montiraju na jezgru transformatora i laminiraju se (sastavljaju se u jednu strukturu). U ovom slučaju, tijekom instalacije nije poželjno bušiti listove transformatorskog željeza. Metalne ploče su spojene u šahovskom rasporedu i dobro stegnute. Sastavljanje jednostavnog stroja za zavarivanje u obliku slova U vlastitim rukama nije osobito teško. Na kraju postupka montaže provjerava se cjelovitost namota zbog mogućih oštećenja. Završna faza je montaža kućišta i spajanje električnog sklopnog uređaja. Dodatna oprema uključuje ispravljačku jedinicu, kao i regulator električne struje.
Budite pažljivi na sve procese, od izračuna do montaže domaće zavarivanje. O tome će ovisiti konačni parametri proizvedenog uređaja.
Istosmjerna struja će zahtijevati izvor električne struje velike snage koji pretvara standardni napon kućanstva i osigurava konstantnu vrijednost električne struje za paljenje i održavanje električnog luka.
DC aparat za zavarivanje ima niz prednosti: meko paljenje luka i mogućnost spajanja dijelova s tankim stijenkama.
Blok dijagram aparata za zavarivanje
Napajanje se ugrađuje u kućište od plastike ili lima. Napajanje jedinice opremljeno je svim komponentama potrebnim za rad: konektorima, sklopkama, stezaljkama i regulatorima. Tijelo jedinice za zavarivanje opremljeno je posebnim držačima i kotačima za transport.
Pročitajte također:
Glavni uvjet pri projektiranju jedinice koja se koristi za zavarivanje je razumijevanje principa rada uređaja i suštine samog procesa zavarivanja. Da biste sami konstruirali aparat za zavarivanje, morate razumjeti principe paljenja i izgaranja električnog luka te osnovne principe taljenja elektrode za zavarivanje.
Napajanje velike snage uključuje komponente kao što su:
- ispravljač;
- pretvarači;
- strujni i naponski transformator;
- regulatori koji pomažu poboljšati karakteristike kvalitete rezultirajućeg električnog luka;
- dodatni sadržaji.
Glavna komponenta bilo kojeg stroja za zavarivanje je transformator. Pomoćni uređaji mogu imati drugačija shema organizacija ovisno o dizajnu uređaja.
Povratak na sadržaj
Transformator za zavarivanje
DC aparat za zavarivanje u svom dizajnu uključuje transformator kao svoj glavni element, koji smanjuje normalni mrežni napon s 220 V na 45-80 V.
Ovaj strukturni element radi u lučnom načinu s maksimalnom snagom.
Transformatori koji se koriste u dizajnu moraju izdržati visoke vrijednosti struje tijekom rada, čija je nazivna snaga 200 A. Indikatori strujnog napona transformatora moraju u potpunosti odgovarati posebnim zahtjevima koji osiguravaju načine rada elektrolučnog zavarivanja.
Neki domaći strojevi za zavarivanje transformatora su jednostavni u svom dizajnu. Nemaju dodatne uređaje za podešavanje strujnih parametara. Podešavanje tehničkih parametara takvog uređaja provodi se na nekoliko načina:
- korištenje visoko specijaliziranog regulatora;
- promjenom broja zavoja svitka.
Transformator jedinice za zavarivanje sastoji se od sljedećih strukturnih elemenata:
- magnetski krug od transformatorskih čeličnih ploča;
- dva namota - primarni i sekundarni, ova komponenta transformatora ima stezaljke za spajanje uređaja za podešavanje parametara radne struje.
Transformator koji se koristi u aparatu za zavarivanje nema upravljačke uređaje koji omogućuju regulaciju struje i ograničenje radnog namota. Primarni namot transformatora za zavarivanje opremljen je stezaljkama za spajanje upravljačkih krugova i uređaja koji vam omogućuju konfiguriranje uređaja za zavarivanje ovisno o radnim uvjetima i parametrima ulazne struje.
Glavni dio transformatora je magnetski krug. Najčešće se pri izradi domaćih strojeva za zavarivanje koriste magnetske jezgre iz rashodovanog motora ili starog energetskog transformatora. Svaki dizajn magnetskog kruga ima svoje nijanse dizajna. Glavni parametri koji karakteriziraju magnetski krug su sljedeći:
- veličina magnetskog kruga;
- broj zavoja namota na magnetskoj jezgri;
- razina napona na ulazu i izlazu uređaja;
- trenutna razina potrošnje;
- maksimalna struja primljena na izlazu uređaja.
Ove osnovne karakteristike određuju prikladnost transformatora za korištenje kao uređaj za pospješivanje stvaranja luka, kao i uređaj za pospješivanje stvaranja kvalitetnog zavara.
Povratak na sadržaj
Mogući detalji pri izradi stroja za zavarivanje
Prilikom izrade stroja za zavarivanje vlastitim rukama, stabilnost električnog luka postiže se konstantnim potencijalom. Stabilnost luka osigurava kvalitetu dobivenih šavova. Konstantni potencijal postiže se korištenjem ispravljača velike snage, koji se izvode na diodama koje mogu izdržati struje do 200 A, kao što je, na primjer, B-200.
Ove diode su velike i zahtijevaju obveznu upotrebu za organiziranje visokokvalitetnog uklanjanja topline iz masivnih radijatora. Ova se okolnost mora uzeti u obzir pri izradi tijela strukture. Najbolja opcija pri izradi dizajna bila bi uporaba posebnog diodnog mosta. Diode se mogu montirati paralelno, što značajno povećava izlaznu struju.
Kada sastavljate strukturu vlastitim rukama, morate prilagoditi sve njegove komponente. Ako je izbor loš ili pogrešno izračunat, dizajn može utjecati na kvalitetu zavarivanja.
Ponekad se uz odgovarajući odabir dijelova i sastavnih dijelova može dobiti zaista jedinstven uređaj koji ima meko i lako paljenje električnog luka, a dijelovi se mogu zavarivati i s vrlo tankim stijenkama, gotovo bez prskanja tekućeg metala.
Povratak na sadržaj
Shematski dijagram domaće jedinice za zavarivanje
Možete napraviti domaći aparat za zavarivanje na temelju upravljanja tranzistorom ili tiristorom. Tiristori su pouzdaniji. Ovi elementi upravljačkog dizajna mogu izdržati kratki spoj na izlazu i mogu se brzo oporaviti od tog stanja. Ove komponente upravljačkog sustava ne zahtijevaju ugradnju snažnih rashladnih radijatora. To je zbog činjenice da strukturni elementi imaju nisku proizvodnju topline.
Sustav upravljanja stvoren na tranzistorima može puno brže napustiti radno stanje, jer tranzistori izgaraju mnogo brže kada dođe do preopterećenja i hirovitiji su u radu. Krug, stvoren na temelju tiristora, jednostavan je i vrlo pouzdan.
Upravljačka jedinica koja se temelji na ovim elementima ima sljedeće prednosti:
- glatka prilagodba;
- prisutnost istosmjerne struje.
Kod zavarivanja čelika debljine 3 mm potrošnja struje je oko 10 A. Struja zavarivanja se dovodi pritiskom posebne poluge na vilici koja drži elektrodu.
Ovaj dizajn omogućuje povećanje sigurnosti tijekom rada i rad s visokim naponom, što osigurava stabilnost luka. Ako se u radu koristi obrnuti polaritet, moguće je izvesti radove zavarivanja s vrlo tankim limom.




Često se u praksi svakog vlasnika javlja potreba za spajanjem metalnih dijelova. Jedna takva metoda spajanja je zavarivanje. Ali što učiniti ako nemate aparat za zavarivanje? Naravno, možete ga kupiti, ali možete i sami napraviti najjednostavniji uređaj i to za gotovo pola sata.
Prolog
Najjednostavniji prototip stroja za zavarivanje - projektor s električnim lukom - korišten je još sredinom dvadesetog stoljeća u filmskim studijima tijekom snimanja filmova.
Kod kuće je moguće napraviti jednostavan, rijedak domaći stroj za zavarivanje od autotransformatora od 200 W. (Približna shema autotransformatora prikazana je na slici). Izlazni napon se regulira preuređivanjem televizijskog utikača u utičnicama.
Na sekundarnom namotu transformatora morate pronaći dva terminala na kojima će napon biti oko 40 V. Ostaje samo spojiti grafitne elektrode na te terminale i stroj za zavarivanje je spreman! Međutim, mora se uzeti u obzir da je pri korištenju takvog autotransformatora za potrebe zavarivanja preporučljivo dobro poznavati osnove električne sigurnosti, budući da nije osigurana galvanska izolacija od električne mreže.
Opseg primjene takvog domaćeg stroja za zavarivanje prilično je širok: od zavarivanja metalnih proizvoda do otvrdnjavanja radnih površina alata.
Primjeri primjene naponskog luka
U praksi radio amatera ponekad postoji potreba za zavarivanjem ili vrlo jakim zagrijavanjem malih dijelova. U takvim slučajevima nema potrebe koristiti ozbiljan aparat za zavarivanje, jer... Za stvaranje visokotemperaturne plazme nije potrebna posebna oprema.
Pogledajmo nekoliko primjera praktična aplikacija Voltin luk.
Magnetron sa žarnom niti za zavarivanje sa sabirnicama za napajanje
U ovom slučaju, zavarivanje je jednostavno potrebno, iako mnogi, kada se suoče s takvim poteškoćama, zamjenjuju magnetron. Ali najčešće postoje samo dva kvara: žarna nit se prekida na mjestu (stavka 1) i kondenzatori za napajanje (stavka 2) ne uspijevaju zbog kvara.
Na slici je prikazan magnetron iz mikrovalna pećnica"Kenwood", koji je nakon popravka radio više od dvadeset godina.
Naravno, izrada termoelementa potpuno je beznadan zadatak, ali događa se da ga treba popraviti ako se "lopta" slomi. Obično se takvi termoelementi nalaze u multimetrima koji imaju način mjerenja temperature
Ako je potrebno promijeniti oblik opruge ili napraviti rupu, treba uzeti u obzir da je očvrsnuta opruga pretvrda za bušenje i previše krta za izradu rupe bušilicom.
A u slučaju kaljenja čeličnog alata (izrađenog od alatnog čelika), dovoljno je zagrijati radna površina do boje maline i ohladiti u kupki sa strojnim uljem. Slika prikazuje otvrdnutu oštricu odvijača nakon obrade radnog ruba.
Mali zavarivački radovi mogu se izvesti pomoću transformatora snage 200 vata i izlaznog napona u rasponu od 30 do 50 volti. U ovom slučaju, struja zavarivanja treba biti 10-12 A. Nema razloga za brigu o pregrijavanju transformatora, budući da luk gori samo kratko vrijeme.
Prikladan je i obični laboratorijski autotransformator LATR sa strujom od 9 ampera. Međutim, treba uzeti u obzir cijeli opseg opasnosti zbog činjenice da nema galvanskog odvajanja od električne mreže.
Kako bi se spriječilo oštećenje grafitnog valjka LATR kolektora struje, preporučljivo je ograničiti ulaznu struju pomoću osigurača. Tada slučajni kratki spoj u krugu elektroda više nije zastrašujući.
Elektrode mogu biti bilo koje grafitne šipke jednostavne olovke(po mogućnosti mekano).
Metalni dio električnog priključnog bloka koristi se kao držač za kabel.
Ova slika prikazuje primjer držača koji koristi terminalni blok, s jednom rupom koja se koristi za pričvršćivanje ručke, a drugom za pričvršćivanje vodiča u terminal.
Kako bi se spriječilo topljenje štrcaljke za jednokratnu upotrebu (stavka 3) kada se terminalni blok (stavka 1) zagrijava, koriste se podloške od stakloplastike (stavka 2). A za standardnu vezu s kabelom možete koristiti standardnu utičnicu iz uređaja (poz. 4).
Dakle, dijagram spajanja je prilično jednostavan: jedan terminal sekundarnog namota spojen je na držač, a drugi terminal je spojen na dio koji se zavaruje.
Postoji još jedna opcija za pričvršćivanje držača elektrode pomoću električne stezaljke. Drugi držač bit će potreban u slučaju zavarivanja metalnih proizvoda s istim talištem ili ako je potrebno zagrijati metalni proizvod (otvrdnjavanje, promjena oblika).
Dijagram za spajanje dviju grafitnih elektroda na sekundarni namot transformatora.
Kako biste zaštitili oči od opeklina rožnice i iskri, neće biti dovoljno koristiti tamne naočale zbog male gustoće svjetlosnih filtara. Može se izraditi sljedeća naprava: okvir dvoglednih naočala s uklonjenim lećama može poslužiti kao štit; Filter se pričvršćuje pomoću kopče za papir. Ili možete koristiti amaterske radio naočale koje se koriste u SMD tehnologijama.
Prilikom zavarivanja bakra s nikromom ili čelikom trebat će vam fluks. Dodavanjem male količine vode u natrijev tetraborat (boraks) ili bornu kiselinu dobiva se pasta koja se koristi za podmazivanje mjesta zavarivanja.
Materijali za izradu fluksa obično se mogu naći u trgovini hardverom. Također možete koristiti Borax repelent za insekte koji sadrži bornu kiselinu.
Shema za spajanje analogne CCTV kamere na TV ili računalo
Slika 1. Dijagram mosnog ispravljača za aparat za zavarivanje.
Aparati za zavarivanje dolaze u istosmjernoj i izmjeničnoj struji.
S.A. istosmjerna struja koriste se za zavarivanje tankih limova slabom strujom (krovni čelik, automobilska itd.). DC zavarivački luk je stabilniji; moguće je zavarivanje izravnim i obrnutim polaritetom. Možete zavarivati na istosmjernu struju koristeći elektrodnu žicu bez premaza i elektrode namijenjene za zavarivanje i na istosmjernu i na izmjeničnu struju. Da bi luk bio stabilan pri niskim strujama, poželjno je imati povećani napon otvorenog kruga Uxx namota za zavarivanje (do 70 - 75 V). Za ispravljanje izmjenične struje koriste se najjednostavniji "mostni" ispravljači na snažnim diodama s rashladnim radijatorima (slika 1).
Za izravnavanje valova napona, jedan od izlaza S.A. I spojeni su na držač elektrode preko induktora L1, koji je zavojnica od 10 - 15 zavoja bakrene sabirnice s presjekom od S = 35 mm 2, namotana na bilo koju jezgru, na primjer, iz. Za ispravljanje i glatku regulaciju struje zavarivanja, više složeni sklopovi pomoću snažnih kontroliranih tiristora. Jedan od mogućih krugova koji se temelje na tiristorima tipa T161 (T160) dan je u članku A. Černova "Napunit će se i zavariti" (Model Designer, 1994, br. 9). Prednosti DC regulatora su njihova svestranost. Raspon njihovih promjena napona je 0,1-0,9 Uxx, što im omogućuje da se koriste ne samo za glatko podešavanje struje zavarivanja, već i za punjenje baterija, napajanje električnih grijaćih elemenata i druge svrhe.

Slika 2. Dijagram padajuće vanjske karakteristike aparata za zavarivanje.
Riža. 1. Mosni ispravljač za aparat za zavarivanje. Prikazana veza S.A. za zavarivanje tankog lima sa “obrnutim” polaritetom - “+” na elektrodi, “-” na dijelu koji se zavari U2: - izlazni izmjenični napon aparata za zavarivanje
Aparati za zavarivanje izmjeničnom strujom koriste se kod zavarivanja elektrodama čiji je promjer veći od 1,6 - 2 mm, a debljina zavarenih proizvoda je veća od 1,5 mm. U ovom slučaju, struja zavarivanja je značajna (desetke ampera) i luk gori prilično postojano. Koriste se elektrode namijenjene samo za zavarivanje izmjeničnom strujom. Za normalan rad aparata za zavarivanje potrebno je:
- Osigurajte izlazni napon za pouzdano paljenje luka. Za amater S.A. Uxx = 60 - 65v. Ne preporuča se veći izlazni napon otvorenog kruga, uglavnom zbog osiguranja pogonske sigurnosti (Uxxindustrijski aparati za zavarivanje - do 70 - 75 V).
- Osigurajte napon zavarivanja Usv potreban za stabilno gorenje luka. Ovisno o promjeru elektrode - Usv = 18 - 24 V.
- Navedite nazivnu struju zavarivanja Iw = (30 - 40) de, gdje je Iw vrijednost struje zavarivanja, A; 30 - 40 - koeficijent ovisno o vrsti i promjeru elektrode; de - promjer elektrode, mm.
- Ograničite struju kratkog spoja Isk, čija vrijednost ne smije premašiti nazivnu struju zavarivanja za više od 30 - 35%.
Stabilno gorenje luka moguće je ako stroj za zavarivanje ima padajuću vanjsku karakteristiku, koja određuje odnos između jakosti struje i napona u krugu zavarivanja (slika 2).
S.A. pokazuje da je za grubo (stupnjevito) preklapanje raspona struja zavarivanja potrebno prebacivanje i primarnog i sekundarnog namota (što je konstrukcijski teže zbog velike struje koja u njemu teče). Osim toga, za glatku promjenu struje zavarivanja unutar odabranog raspona, mehanički uređaji kretanje namota. Kada se namot za zavarivanje ukloni u odnosu na mrežni namot, povećavaju se tokovi magnetske disipacije, što dovodi do smanjenja struje zavarivanja.

Slika 3. Dijagram štapnog magnetskog kruga.
Pri projektiranju amaterskog SA ne treba težiti potpunom pokrivanju raspona struja zavarivanja. Preporučljivo je u prvoj fazi sastaviti aparat za zavarivanje za rad s elektrodama promjera 2 - 4 mm, au drugoj fazi, ako je potrebno raditi na niskim strujama zavarivanja, dopuniti ga zasebnim ispravljačkim uređajem s glatka kontrola struje zavarivanja. Amaterski aparati za zavarivanje moraju zadovoljiti brojne zahtjeve, a glavni su: relativna kompaktnost i mala težina; dovoljno vremena rada (najmanje 5 - 7 elektroda de = 3 - 4 mm) iz mreže od 220 V.
Težina i dimenzije uređaja mogu se smanjiti smanjenjem njegove snage, a vrijeme rada može se povećati korištenjem čelika visoke magnetske propusnosti i toplinski otporne izolacije žica namota. Ove zahtjeve je lako ispuniti ako poznajete osnove dizajna strojeva za zavarivanje i pridržavate se predložene tehnologije za njihovu proizvodnju.
Riža. 2. Padajuća vanjska karakteristika stroja za zavarivanje: 1 - obitelj karakteristika za različite opsege zavarivanja; Isv2, Isvz, Isv4 - rasponi struja zavarivanja za elektrode promjera 2, 3 i 4 mm; Uxx - CA napon otvorenog kruga. Is - struja kratkog spoja; Ucv - raspon napona zavarivanja (18 - 24 V).
Riža. 3. Magnetska jezgra tipa šipke: a - ploče u obliku slova L; b - ploče u obliku slova U; c - ploče od traka od transformatorskog čelika; S =axb- područje poprečni presjek jezgra (core), cm 2 s, d- dimenzije prozora, cm.
Dakle, odabir vrste jezgre. Za proizvodnju strojeva za zavarivanje uglavnom se koriste magnetske jezgre tipa šipke, budući da je njihov dizajn tehnološki napredniji. Jezgra je izrađena od elektrotehničkih čeličnih ploča bilo koje konfiguracije debljine 0,35-0,55 mm, stegnutih klinovima izoliranim od jezgre (slika 3). Prilikom odabira jezgre potrebno je uzeti u obzir dimenzije "prozora" za pristajanje namota aparata za zavarivanje i površinu poprečnog presjeka jezgre (jezgre) S = axb, cm 2. Kao što pokazuje praksa, ne biste trebali odabrati minimalne vrijednosti S = 25 - 35 cm, budući da stroj za zavarivanje neće imati potrebnu rezervu snage i bit će teško dobiti visokokvalitetno zavarivanje. I pregrijavanje stroja za zavarivanje nakon kratkotrajnog rada također je neizbježno.

Slika 4. Dijagram toroidalnog magnetskog kruga.
Presjek jezgre treba biti S = 45 - 55 cm 2. Aparat za zavarivanje bit će nešto teži, ali vas neće iznevjeriti! Sve su rašireniji amaterski aparati za zavarivanje na toroidalnim jezgrama, koji imaju veća električna svojstva, oko 4 do 5 puta veća od štapnog tipa, a električni gubici su niski. Troškovi rada za njihovu izradu su značajniji i povezani su prvenstveno s postavljanjem namota na torus i složenošću samog namota.
Međutim, s pravim pristupom daju dobre rezultate. Jezgre su izrađene od željezne trake transformatora, smotane u valjak u obliku torusa. Primjer je jezgra od 9 A "Latr" autotransformatora s povećanjem unutarnjeg promjera torusa iznutra odmotajte dio čelične trake i omotajte je oko vanjske strane jezgre. No, kako pokazuje praksa, sama Latra nije dovoljna za proizvodnju visokokvalitetnog SA. (mali odjeljak S). Čak i nakon rada s 1 - 2 elektrode promjera 3 mm dolazi do pregrijavanja. Moguće je koristiti dvije slične jezgre prema shemi opisanoj u članku B. Sokolova "Welding Baby" (Sam, 1993, br. 1), ili proizvesti jednu jezgru premotavanjem dvije (slika 4).
Riža. 4. Toroidalna magnetska jezgra: 1.2 - jezgra autotransformatora prije i poslije premotavanja; 3 dizajn S.A. na temelju dvije toroidne jezgre; W1 1 W1 2 - mrežni namoti spojeni paralelno; W 2 - zavarivanje namota; S = axb - površina poprečnog presjeka jezgre, cm 2, s, d - unutarnji i vanjski promjer torusa, cm; 4 - električni dijagram S.A. na temelju dvije spojene toroidalne jezgre.
Posebnu pozornost zaslužuju amaterski SA izrađeni na temelju statora asinkronih trofaznih elektromotora velike snage (više od 10 kW). Izbor jezgre određen je površinom poprečnog presjeka statora S. Utisnute ploče statora ne odgovaraju u potpunosti parametrima čelika za električne transformatore, stoga nije preporučljivo smanjiti poprečni presjek S na manje od 40 - 45 cm.

Slika 5. Shema pričvršćivanja stezaljki namota CA.
Stator se oslobađa od kućišta, namoti statora se uklanjaju iz unutarnjih utora, mostovi utora se odrežu dlijetom, unutarnja površina se zaštiti turpijom ili abrazivnim kotačem, oštri rubovi jezgre se zaobljuju i čvrsto zamotan, prekrivajući ga pamučnom izolacijskom trakom. Jezgra je spremna za namatanje namota.
Izbor namota. Za primarne (mrežne) namote, bolje je koristiti posebnu bakrenu žicu za namatanje u hladnom čeliku. (stakloplastika) izolacija. Žice u izolaciji od gume ili gumene tkanine također imaju zadovoljavajuću toplinsku otpornost. Nije prikladno za korištenje sa povišena temperatura(i to je već uključeno u dizajn amaterskih SA) žice u izolaciji od polivinil klorida (PVC) zbog njegovog mogućeg topljenja, curenja iz namota i njihovog kratkog spoja. Stoga se polivinilkloridna izolacija sa žica mora ili ukloniti i žice omotati cijelom dužinom vate. izolir trakom, ili je ne skidati, nego omotati žicu preko izolacije. Moguća je i druga dokazana metoda namotavanja. Ali o tome više u nastavku.
Prilikom odabira poprečnog presjeka žica za namatanje, uzimajući u obzir specifičnosti rada S.A. (periodički) dopuštamo gustoću struje od 5 A/mm 2. Uz struju zavarivanja od 130 - 160 A (elektroda de = 4 mm), snaga sekundarnog namota bit će P 2 = Isw x 160x24 = 3,5 - 4 kW, snaga primarnog namota, uzimajući u obzir gubitke, bit će biti oko 5 - 5,5 kW, pa stoga maksimalna struja primarnog namota može doseći 25 A. Prema tome, poprečni presjek žice primarnog namota S 1 mora biti najmanje 5 - 6 mm. U praksi je preporučljivo koristiti žicu s presjekom od 6 - 7 mm 2. Ili je to pravokutna sabirnica ili bakrena žica za namotavanje promjera (bez izolacije) od 2,6 - 3 mm. (Izračun pomoću poznate formule S = piR 2, gdje je S površina kruga, mm 2 pi = 3,1428; R je polumjer kruga, mm.) Ako je poprečni presjek jedne žice nedovoljno, moguće je namatanje u dvoje. Prilikom korištenja aluminijska žica njegov presjek mora se povećati za 1,6 - 1,7 puta. Je li moguće smanjiti poprečni presjek žice mrežnog namota? Da, možete. Ali u isto vrijeme S.A. izgubit će potrebnu rezervu snage, brže će se zagrijavati, a preporučeni presjek žile S = 45 - 55 cm u tom će slučaju biti neopravdano velik. Broj zavoja primarnog namota W 1 određuje se iz sljedećeg odnosa: W 1 = [(30 - 50):S] x U 1 gdje je 30-50 konstantni koeficijent; S - presjek jezgre, cm 2, W 1 = 240 zavoja sa zavojima od 165, 190 i 215 zavoja, tj. svakih 25 okretaja.

Slika 6. Dijagram metoda za namatanje CA namota na štapnu jezgru.
Veći broj slavina za namotavanje mreže, kao što pokazuje praksa, nije praktičan. I zato. Smanjenjem broja zavoja primarnog namota povećava se snaga SA i Uxx, što dovodi do povećanja napona luka i pogoršanja kvalitete zavarivanja. Posljedično, nemoguće je pokriti raspon struja zavarivanja bez pogoršanja kvalitete zavarivanja jednostavnom promjenom broja zavoja primarnog namota. Da biste to učinili, potrebno je osigurati prebacivanje zavoja sekundarnog (zavarivačkog) namota W 2.
Sekundarni namot W 2 mora sadržavati 65 - 70 zavoja izolirane bakrene sabirnice s poprečnim presjekom od najmanje 25 mm (poželjno poprečni presjek od 35 mm). Fleksibilna višežilna žica (na primjer, žica za zavarivanje) i trofazni višežilni kabel za napajanje također su sasvim prikladni. Glavna stvar je da poprečni presjek namota snage ne smije biti manji od potrebnog, a izolacija mora biti otporna na toplinu i pouzdana. Ako je presjek žice nedovoljan, moguće je namotavanje u dvije ili čak tri žice. Pri korištenju aluminijske žice njezin se presjek mora povećati za 1,6 - 1,7 puta.
Riža. 5. Pričvršćivanje stezaljki namota CA: 1 - kućište CA; 2 - podloške; 3 - terminalni vijak; 4 - matica; 5 - bakreni vrh sa žicom.
Poteškoće pri nabavi prekidača za velike struje, a praksa pokazuje da je najlakše uvesti izvode namota za zavarivanje kroz bakrene ušice ispod steznih vijaka promjera 8 - 10 mm (slika 5). Bakrene stopice izrađuju se od bakrenih cijevi odgovarajućeg promjera duljine 25 - 30 mm i pričvršćuju se na žice presovanjem i po mogućnosti lemljenjem. Posebno se usredotočimo na redoslijed namotavanja namota. Opća pravila:
- Namatanje treba izvoditi duž izolirane jezgre i uvijek u istom smjeru (na primjer, u smjeru kazaljke na satu).
- Svaki sloj namota je izoliran slojem vate. izolacija (stakloplastika, električni karton, paus papir), po mogućnosti impregnirana bakelitnim lakom.
- Stezaljke namota su pokositrene, označene i pričvršćene vatom. pletenicu, dodatno stavite pamuk na stezaljke mrežnog namota. kambrik.
- U slučaju sumnje u kvalitetu izolacije, namotavanje se može izvesti pomoću pamučne vrpce, kao u dvije žice (autor je koristio pamučnu nit za ribolov). Nakon namotavanja jednog sloja, namotavanje pamukom. konac je fiksiran ljepilom, lakom itd. a nakon sušenja namotajte sljedeći red.

Slika 7. Dijagram metoda namotavanja CA namota na toroidalnu jezgru.
Razmotrimo redoslijed rasporeda namota na magnetskoj jezgri tipa šipke. Mrežni namot može se postaviti na dva glavna načina. Prva metoda omogućuje vam da dobijete "tvrđi" način zavarivanja. Mrežni namot u ovom slučaju sastoji se od dva identična namota W 1 W 2, koji se nalaze na različitim stranama jezgre, spojeni u seriju i imaju isti poprečni presjek žice. Za podešavanje izlazne struje, na svakom od namota se izrađuju odvojci koji su zatvoreni u paru (sl. 6a, c).
Druga metoda uključuje namotavanje primarnog (mrežnog) namota na jednu stranu jezgre (sl. 6 c, d). U ovom slučaju SA ima strmopadajuću karakteristiku, zavaruje „meko“, duljina luka ima manji utjecaj na vrijednost struje zavarivanja, a time i na kvalitetu zavarivanja. Nakon namotavanja primarnog namota CA, potrebno je provjeriti prisutnost kratkospojenih zavoja i ispravnost odabranog broja zavoja. Transformator za zavarivanje spojen je na mrežu preko osigurača (4 - 6A) i po mogućnosti AC ampermetra. Ako osigurač pregori ili se jako zagrije, to je jasan znak kratkog spoja. Posljedično, primarni namot će se morati premotati, obraćajući posebnu pozornost na kvalitetu izolacije.
Riža. 6. Metode namotavanja CA namota na jezgri tipa šipke: a - mrežno namotavanje s obje strane jezgre; b - odgovarajući sekundarni (zavarivački) namot, spojen unazad; c - mrežni namot na jednoj strani jezgre; g - odgovarajući sekundarni namot, spojen u seriju.
Ako aparat za zavarivanje stvara glasnu buku, a potrošnja struje prelazi 2 - 3 A, to znači da je broj primarnih namota podcijenjen i potrebno je namotati određeni broj zavoja. Radni CA troši struju praznog hoda ne više od 1 - 1,5 A, ne zagrijava se i ne zuji puno. Sekundarni namot CA uvijek je namotan s obje strane jezgre. Za prvu metodu namotavanja, sekundarni namot također se sastoji od dvije identične polovice, spojene radi povećanja stabilnosti gorenja luka (slika 6) u kontra-paralelnom smjeru, a poprečni presjek žice može se uzeti nešto manji - 15 - 20 mm. 2.

Slika 8. Dijagram spajanja mjernih instrumenata.
Za drugu metodu namota, glavni namot za zavarivanje W 2 1 namota se na strani jezgre bez namota i iznosi 60 - 65% ukupni broj zavoja sekundarnog namota. Služi uglavnom za paljenje luka, a tijekom zavarivanja, zbog naglog povećanja toka magnetske disipacije, napon na njemu pada za 80 - 90%. Dodatni namot za zavarivanje W 2 2 je namotan na vrhu primarnog. Budući da je izvor napajanja, održava napon zavarivanja, a time i struju zavarivanja unutar potrebnih granica. Napon na njemu pada u načinu rada zavarivanja za 20 - 25% u odnosu na napon praznog hoda. Nakon izrade SA potrebno ga je postaviti i provjeriti kvalitetu zavarivanja elektrodama različitih promjera. Postupak postavljanja je sljedeći. Za mjerenje struje i napona zavarivanja potrebno je kupiti dva električna mjerna instrumenta - AC ampermetar za 180-200 A i AC voltmetar za 70-80 V.
Riža. 7. Metode za namatanje namota CA na toroidalnu jezgru: 1.2 - jednoliko i sekcijsko namatanje namota, odnosno: a - mreža b - snaga.
Dijagram njihovog spajanja prikazan je na sl. 8. Pri zavarivanju različitim elektrodama uzeti vrijednosti struje zavarivanja - Iw i napona zavarivanja Uw, koje moraju biti unutar traženih granica. Ako je struja zavarivanja mala, što se najčešće događa (elektroda se zalijepi, luk je nestabilan), tada se u tom slučaju ili prebacivanjem primarnog i sekundarnog namota postavljaju potrebne vrijednosti ili broj zavoja sekundarni namot se redistribuira (bez povećanja) prema povećanju broja zavoja namotanih na gornjem mrežnom namotu. Nakon zavarivanja možete napraviti prekid ili piliti rubove zavarenih proizvoda, a kvaliteta zavara će odmah postati jasna: dubina prodiranja i debljina nanesenog sloja metala. Korisno je izraditi tablicu na temelju rezultata mjerenja.
![]()
Slika 9. Dijagram mjerača napona i struje zavarivanja i dizajn strujnog transformatora.
Na temelju podataka u tablici odabiru se optimalni načini zavarivanja za elektrode različitih promjera, imajući na umu da se pri zavarivanju elektrodama, na primjer, promjera 3 mm, mogu rezati elektrode promjera 2 mm, jer Struja rezanja je 30-25% veća od struje zavarivanja. Poteškoće s nabavom gore preporučenih mjernih instrumenata natjerale su autora da pribjegne izradi mjernog sklopa (slika 9) na temelju najčešćeg 1-10 mA DC miliampermetra. Sastoji se od mjerača napona i struje spojenih pomoću premosnog kruga.
Riža. 9. Shematski dijagram mjerači napona i struje zavarivanja i dizajn strujnog transformatora.
Mjerač napona spojen je na izlazni (zavarivački) namot SA. Podešavanje se provodi bilo kojim ispitivačem koji kontrolira izlazni napon zavarivanja. Korištenjem promjenjivog otpora R.3, strelica uređaja je postavljena na krajnju podjelu skale na maksimalnoj vrijednosti Uxx skale mjerača napona. Za veću točnost možete ukloniti dvije ili tri kontrolne točke i kalibrirati mjerni uređaj za mjerenje napona.
Postavljanje mjerača struje je teže jer je spojen na strujni transformator domaće izrade. Potonji je toroidalna jezgra s dva namota. Dimenzije jezgre (vanjski promjer 35-40 mm) nisu od temeljne važnosti, glavna stvar je da namotaji odgovaraju. Materijal jezgre - transformatorski čelik, permalloy ili ferit. Sekundarni namot sastoji se od 600 - 700 zavoja izolirane bakrene žice marke PEL, PEV, po mogućnosti PELSHO, promjera 0,2 - 0,25 mm i spojen je na mjerač struje. Primarni namot je strujna žica koja se proteže unutar prstena i spojena je na stezaljku (Sl. 9). Postavljanje mjerača struje je kako slijedi. Na namot snage (zavarivanje) S.A. spojite kalibrirani otpornik od debele nichrome žice na 1 - 2 sekunde (jako se zagrijava) i izmjerite napon na SA izlazu. Određuje se struja koja teče u namotu zavarivanja. Na primjer, pri spajanju Rn = 0,2 ohma Uout = 30V.

Označite točku na skali instrumenta. Za kalibraciju mjerača struje dovoljna su tri do četiri mjerenja s različitim RH. Nakon kalibracije, instrumenti se postavljaju na CA tijelo, koristeći općeprihvaćene preporuke. Prilikom zavarivanja različitim uvjetima(jaka ili slaba strujna mreža, dugi ili kratki dovodni kabel, njegov presjek itd.) preklapanjem namota podešava se SA. na optimalni način zavarivanja, a zatim se prekidač može postaviti u neutralni položaj. Nekoliko riječi o otpornom točkastom zavarivanju. Prema dizajnu S.A. Ova vrsta ima niz specifičnih zahtjeva:
- Isporučena snaga u vrijeme zavarivanja treba biti maksimalna, ali ne veća od 5-5,5 kW. U tom slučaju struja potrošena iz mreže neće prelaziti 25 A.
- Način zavarivanja mora biti "tvrd", pa je stoga namotavanje namota S.A. treba provesti prema prvoj opciji.
- Struje koje teku u namotu za zavarivanje dosežu vrijednosti od 1500-2000 A i više. Stoga napon zavarivanja ne smije biti veći od 2-2,5 V, a napon u praznom hodu 6-10 V.
- Presjek žica primarnog namota je najmanje 6-7 mm, a presjek sekundarnog namota je najmanje 200 mm. Ovakav presjek žica postiže se namotavanjem 4-6 namota i potom njihovim paralelnim spajanjem.
- Nije praktično napraviti dodatne odvojke od primarnog i sekundarnog namota.
- Broj zavoja primarnog namota može se uzeti kao minimalni izračunati zbog kratkog trajanja rada SA.
- Ne preporučuje se uzimanje presjeka jezgre (jezgre) manje od 45-50 cm.
- Vrhovi za zavarivanje i podvodni kabeli do njih moraju biti bakreni i propuštati odgovarajuće struje (promjer vrha 12-14 mm).
![]()
Posebna klasa amatera S.A. predstavljaju uređaje proizvedene na bazi industrijske rasvjete i drugih transformatora (2-3 faze) s izlaznim naponom od 36V i snagom od najmanje 2,5-3 kW. Ali prije poduzimanja preinake potrebno je izmjeriti presjek jezgre, koji bi trebao biti najmanje 25 cm, te promjere primarnog i sekundarnog namota. Odmah će vam postati jasno što možete očekivati od prerade ovog transformatora.
I na kraju, nekoliko tehnoloških savjeta.
Stroj za zavarivanje mora biti spojen na mrežu pomoću žice s poprečnim presjekom od 6-7 mm kroz automatski stroj sa strujom od 25-50 A, na primjer AP-50. Promjer elektrode, ovisno o debljini zavarenog metala, može se odabrati na temelju sljedećeg odnosa: da= (1-1,5)L, gdje je L debljina zavarenog metala, mm.
Duljina luka odabire se ovisno o promjeru elektrode i prosječno je 0,5-1,1 d3. Preporuča se zavarivanje kratkim lukom od 2-3 mm, čiji je napon 18-24 V. Povećanje duljine luka dovodi do kršenja stabilnosti njegovog izgaranja, povećanih gubitaka zbog otpada i prskanja, i smanjenje dubine prodiranja osnovnog metala. Što je luk dulji, to je veći napon zavarivanja. Brzinu zavarivanja odabire zavarivač ovisno o stupnju i debljini metala.
![]()
Kod zavarivanja ravnim polaritetom, plus (anoda) je spojen na dio, a minus (katoda) na elektrodu. Ako je potrebno da se na dijelovima stvara manje topline, npr. kod zavarivanja tankih limenih konstrukcija, koristi se zavarivanje obrnutim polaritetom (slika 1). U ovom slučaju, minus (katoda) je spojen na dio koji se zavaruje, a plus (anoda) je spojen na elektrodu. Time ne samo da se osigurava manje zagrijavanje zavarenog dijela, već se ubrzava proces taljenja metala elektrode zbog više temperature anodne zone i većeg unosa topline.
Žice za zavarivanje spojene su na SA preko bakrenih ušica ispod terminalnih vijaka na vanjskoj strani tijela aparata za zavarivanje. Loše kontaktne veze smanjuju karakteristike snage SA, pogoršavaju kvalitetu zavarivanja i mogu uzrokovati pregrijavanje, pa čak i požar žice. Ako su žice za zavarivanje kratke (4-6 m), njihov presjek treba biti najmanje 25 mm. Prilikom izvođenja radova zavarivanja potrebno je pridržavati se pravila zaštite od požara i električne sigurnosti pri radu s električnim uređajima.
Radove zavarivanja treba izvoditi u posebnoj maski sa zaštitnim staklom razreda C5 (za struje do 150-160 A) i rukavicama. Obavite sva uključivanja SA samo nakon isključivanja aparata za zavarivanje iz mreže.
Stroj za zavarivanje prilično je popularan uređaj među profesionalcima i domaćim majstorima. Ali za korištenje u kućanstvu ponekad nema smisla kupovati skupu jedinicu, jer će se koristiti u rijetkim slučajevima, na primjer, ako trebate zavariti cijev ili postaviti ogradu. Stoga bi bilo pametnije napraviti aparat za zavarivanje vlastitim rukama, ulažući u njega minimalnu količinu novca.
Glavni dio svakog zavarivača koji radi na principu elektrolučnog zavarivanja je transformator. Ovaj dio se može ukloniti iz starih, nepotrebnih kućanskih aparata i napraviti domaći aparat za zavarivanje. Ali u većini slučajeva, transformator zahtijeva manje izmjene. Postoji nekoliko načina za izradu zavarivača, koji mogu biti ili najjednostavniji ili složeniji, koji zahtijevaju poznavanje radioelektronike.
Da biste napravili mini aparat za zavarivanje, trebat će vam nekoliko transformatora uklonjenih iz nepotrebne mikrovalne pećnice. Lako je pronaći mikrovalnu pećnicu od prijatelja, poznanika, susjeda itd. Glavna stvar je da ima snagu u rasponu od 650-800 W i da ima radni transformator. Ako štednjak ima jači transformator, tada će uređaj imati veće strujne vrijednosti.
Dakle, transformator uklonjen iz mikrovalne pećnice ima 2 namota: primarni (primarni) i sekundarni (sekundarni).

Sekundarna ima više zavoja i manji presjek žice. Dakle, da bi transformator postao pogodan za zavarivanje, potrebno ga je ukloniti i zamijeniti vodičem veće površine poprečnog presjeka. Da biste uklonili ovaj namot iz transformatora, potrebno ga je odrezati s obje strane dijela pomoću pile za metal.

To se mora učiniti s posebnom pažnjom kako se pilom ne bi slučajno dodirnuo primarni namot.

Kada se zavojnica prereže, njezine ostatke trebat će ukloniti iz magnetskog kruga. Ovaj će zadatak biti puno lakši ako probušite namote kako biste smanjili naprezanje metala.



Učinite iste operacije s drugim transformatorom. Kao rezultat toga, dobit ćete 2 dijela s primarnim namotom od 220 V.
Važno! Ne zaboravite ukloniti trenutne shuntove (prikazane strelicama na slici ispod). Time će se snaga uređaja povećati za 30 posto.

Da biste napravili sekundarnu, morat ćete kupiti 11-12 metara žice. Mora biti multi-core i imati presjek od najmanje 6 kvadrata.

Da biste napravili stroj za zavarivanje, morat ćete namotati 18 zavoja (6 reda visine i 3 sloja debljine) za svaki transformator.


Oba transformatora možete namotati jednom žicom ili odvojeno. U drugom slučaju zavojnice bi trebale povezati u seriju.



Namatanje treba izvesti vrlo čvrsto tako da žice ne vise. Dalje, potrebni su primarni namoti povezati paralelno.

Za spajanje dijelova zajedno, oni se mogu pričvrstiti vijcima na mali komad drveta.

Ako mjerite napon na sekundaru transformatora, tada u ovom slučaju bit će jednak 31-32 V.

Ovaj domaći zavarivač može lako zavariti metal debljine 2 mm s elektrodama promjera 2,5 mm.



Treba imati na umu da biste trebali kuhati s takvim domaćim aparatom s pauzama za odmor, jer se njegovi namoti jako zagrijavaju. U prosjeku, nakon svake upotrebe elektrode uređaj bi se trebao hladiti 20-30 minuta.
Neće biti moguće kuhati tanki metal s jedinicom napravljenom od mikrovalne pećnice, jer će ga rezati. Za regulaciju struje možete spojiti balastni otpornik ili prigušnicu na zavarivač. Ulogu otpornika može imati komad čelične žice određene duljine (pokusno odabrane) koji se spaja na niskonaponski namot.
AC zavarivač
Ovo je najčešći tip stroja za zavarivanje metala. Lako ga je napraviti kod kuće i jednostavan je za korištenje. Ali glavni nedostatak uređaja je velika masa silaznog transformatora, koji je osnova jedinice.

Za kućnu upotrebu dovoljno je da uređaj proizvodi napon od 60 V i može dati struju od 120-160 A. Stoga za osnovnu, na koju je priključena kućanska mreža od 220 V, trebat će vam žica s presjekom od 3 mm 2 do 4 mm 2. Ali idealna opcija je vodič s presjekom od 7 mm 2. S takvim presjekom padovi napona i eventualna dodatna opterećenja neće biti problem za uređaj. Iz ovoga slijedi da je za sekundar potreban vodič promjera 3 mm. Ako uzmemo aluminijski vodič, tada se izračunati presjek bakrenog vodiča množi s faktorom 1,6. Za sekundarno trebat će vam bakrena sabirnica s presjekom od najmanje 25 mm 2
Vrlo je važno da vodič namota bude prekriven krpenom izolacijom, budući da se tradicionalni PVC omotač topi kada se zagrijava, što može uzrokovati kratki spoj između zavoja.
Ako ne pronađete žicu s potrebnim presjekom, onda možete napravite sami od nekoliko tanjih vodiča. Ali to će značajno povećati debljinu žice i, sukladno tome, dimenzije jedinice.
Prva stvar, izrađena je baza transformatora – jezgra. Izrađen je od metalnih ploča (transformatorski čelik). Ove ploče trebaju imati debljinu od 0,35-0,55 mm. Igle koje spajaju ploče moraju biti dobro izolirane od njih. Prije sastavljanja jezgre izračunavaju se njezine dimenzije, odnosno dimenzije "prozora" i površina poprečnog presjeka jezgre, tzv. "jezgre". Za izračun površine upotrijebite formulu: S cm 2 = a x b (vidi sliku ispod).

Ali iz prakse je poznato da ako napravite jezgru s površinom manjom od 30 cm 2, tada će biti teško dobiti visokokvalitetni šav s takvim uređajem zbog nedostatka rezerve snage. Da, i zagrijat će se vrlo brzo. Stoga poprečni presjek jezgre mora biti najmanje 50 cm 2. Unatoč činjenici da će se težina jedinice povećati, ona će postati pouzdanija.
Za sastavljanje jezgre bolje je koristiti Ploče u obliku slova L i postavite ih kao što je prikazano na sljedećoj slici dok debljina dijela ne postigne potrebnu vrijednost.

Nakon završetka montaže, ploče se moraju međusobno pričvrstiti (na uglovima) pomoću vijaka, zatim očistiti turpijom i izolirati izolacijom od tkanine.
Sada možemo početi namotavanje transformatora.

Treba uzeti u obzir jednu nijansu: omjer okretaja na jezgri trebao bi biti 40% do 60%. To znači da na strani gdje se nalazi primarni treba biti manji broj zavoja sekundara. Zbog toga, kada započne zavarivanje, namot s više zavoja će se djelomično isključiti zbog pojave vrtložnih struja. Istodobno će se povećati trenutna snaga, što će pozitivno utjecati na kvalitetu šava.
Kada je namotavanje transformatora završeno, mrežni kabel je spojen na zajedničku žicu i na granu od 215 zavoja. Kabeli za zavarivanje spojeni su na sekundarni namot. Nakon toga je aparat za otporno zavarivanje spreman za upotrebu.
DC uređaj
Za kuhanje od lijevanog željeza ili nehrđajućeg čelika potreban vam je aparat za istosmjernu struju. Može se izraditi od konvencionalne transformatorske jedinice, ako je njegov sekundarni namot spojite ispravljač. Ispod je dijagram stroja za zavarivanje s diodnim mostom.

Dijagram stroja za zavarivanje s diodnim mostom
Ispravljač je sastavljen pomoću D161 dioda koje mogu izdržati 200A. Moraju se ugraditi na radijatore. Također, za izjednačavanje valovitosti struje trebat će vam 2 kondenzatora (C1 i C2) od 50 V i 1500 μF. Ovaj električni krug također ima regulator struje, čiju ulogu igra induktor L1. Kabeli za zavarivanje se spajaju na kontakte X5 i X4 (ravni ili obrnuti polaritet), ovisno o debljini metala koji se spaja.
Inverter iz napajanja računala
Nemoguće je napraviti aparat za zavarivanje iz napajanja računala. Ali korištenje njegovog kućišta i nekih dijelova, kao i ventilatora, sasvim je moguće. Dakle, ako napravite pretvarač vlastitim rukama, lako ga možete staviti u kućište napajanja s računala. Svi tranzistori (IRG4PC50U) i diode (KD2997A) moraju biti instalirani na radijatore bez upotrebe brtvila. Za rashladne dijelove je poželjno koristiti snažan ventilator , kao što je Thermaltake A2016. Unatoč njihovom male veličine(80 x 80 mm), hladnjak je sposoban za 4800 okretaja u minuti. Ventilator također ima ugrađen regulator brzine. Potonji se reguliraju pomoću termoelementa, koji se mora montirati na radijator s instaliranim diodama.
Savjet! Preporuča se izbušiti nekoliko dodatnih rupa u kućištu napajanja za bolja ventilacija i odvođenje topline. Zaštita od pregrijavanja instalirana na radijatorima tranzistora postavljena je za rad na temperaturi od 70-72 stupnja.
Ispod je shematski električni dijagram pretvarača za zavarivanje (u visokoj rezoluciji), prema kojem možete napraviti uređaj koji stane u kućište napajanja.
Sljedeće fotografije pokazuju od kojih se komponenti sastoji domaći inverterski aparat za zavarivanje i kako izgleda nakon sastavljanja.



Zavarivač elektromotora
Da biste napravili jednostavan stroj za zavarivanje od statora elektromotora, morate odabrati sam motor koji zadovoljava određene zahtjeve, naime, da njegova snaga bude od 7 do 15 kW.
Savjet! Najbolje je koristiti motor serije 2A jer će imati veliki prozor fluksa.
Traženi stator možete nabaviti na mjestima gdje se prima staro željezo. U pravilu će se očistiti od žica i nakon par udaraca maljem će se rascijepiti. Ali ako je kućište izrađeno od aluminija, onda da biste uklonili magnetsku jezgru iz njega, morat ćete žariti stator.
Priprema za rad
Postavite stator s rupom prema gore i stavite cigle ispod dijela. Zatim stavite drvo unutra i zapalite ga. Nakon par sati prženja, magnetski krug će se lako odvojiti od tijela. Ako u kućištu postoje žice, one se također mogu izvaditi iz utora nakon toplinske obrade. Kao rezultat toga, dobit ćete magnetski krug očišćen od nepotrebnih elemenata.

Ovo prazno bi trebalo biti dobro impregnirati uljnim lakom i pustite da se osuši. Da biste ubrzali proces, možete koristiti toplinski pištolj. Impregnacija s lakom se vrši tako da se nakon uklanjanja veza torba ne raspada.
Kada se proizvod potpuno osuši, pomoću mlinca, uklonite zip vezice, koji se nalazi na njemu. Ako se spojnice ne uklone, one će djelovati kao zavojnice u kratkom spoju i uzimati struju iz transformatora te uzrokovati njegovo zagrijavanje.
Nakon čišćenja magnetskog kruga od nepotrebnih dijelova, morat ćete napraviti dvije krajnje ploče(vidi sliku ispod).

Materijal za njihovu izradu može biti karton ili karton. Također morate napraviti dva rukava od ovih materijala. Jedan će biti unutarnji, a drugi vanjski. Zatim vam je potrebno:
- postavite obje krajnje ploče na prazninu;
- zatim umetnite (stavite) cilindre;
- zamotajte cijelu ovu strukturu čuvarom ili staklenom trakom;
- zasićite dobiveni dio lakom i osušite.
Proizvodnja transformatora
Nakon provedbe gore navedenih koraka, bit će moguće napraviti transformator za zavarivanje od magnetske jezgre. U tu svrhu trebat će vam žica prekrivena tkaninom ili izolacijom od staklenog emajla. Za namatanje primarnog namota trebat će vam žica promjera 2-2,5 mm. Sekundarni namot će zahtijevati oko 60 metara bakrene sabirnice (8 x 4 mm).
Dakle, izračuni se rade na sljedeći način.
- Oko jezgre treba namotati 20 zavoja žice promjera najmanje 1,5 mm, nakon čega na nju treba staviti napon od 12 V.
- Izmjerite struju koja teče u ovom namotu. Vrijednost bi trebala biti oko 2 A. Ako je dobivena vrijednost veća od tražene, tada treba povećati broj zavoja, ako je vrijednost manja od 2 A, onda smanjiti.
- Izbrojite dobiveni broj zavoja i podijelite ga s 12. Kao rezultat, dobit ćete vrijednost koja pokazuje koliko je zavoja potrebno za 1 V napona.
Za primarni namot Prikladan je vodič promjera 2,36 mm, koji treba presavijati na pola. U principu, možete uzeti bilo koju žicu promjera 1,5-2,5 mm. Ali prvo morate izračunati poprečni presjek vodiča u zavoju. Prvo morate namotati primarni namot (na 220 V), a zatim sekundarni. Njegova žica mora biti izolirana duž cijele duljine.
Ako napravite slavinu u sekundarnom namotaju u području gdje se dobiva 13 V i ugradite diodni most, tada se ovaj transformator može koristiti umjesto baterije ako trebate pokrenuti automobil. Za zavarivanje, napon na sekundarnom namotu trebao bi biti u rasponu od 60-70 V, što će omogućiti korištenje elektroda promjera od 3 do 5 mm.
Ako ste položili oba namota i još uvijek ima slobodnog prostora u ovoj strukturi, možete dodati 4 zavoja bakrene sabirnice (40 x 5 mm). U tom slučaju dobit ćete namot za točkasto zavarivanje koji će vam omogućiti spajanje lim debljine do 1,5 mm.
Za proizvodnja kućišta Nije preporučljivo koristiti metal. Bolje ga je napraviti od PCB-a ili plastike. Na mjestima gdje je zavojnica pričvršćena za tijelo moraju se postaviti gumene brtve za smanjenje vibracija i bolju izolaciju od vodljivih materijala.

Domaći aparat za točkasto zavarivanje
Gotovi stroj za točkasto zavarivanje ima prilično visoku cijenu, što ne opravdava njegovo unutarnje "punjenje". Dizajniran je vrlo jednostavno, a napraviti ga sami neće biti teško.

Za izradu vlastitog aparata za točkasto zavarivanje trebat će vam jedan transformator iz mikrovalne pećnice snage 700-800 W. Iz njega morate ukloniti sekundarni namot na način opisan gore u odjeljku u kojem se raspravljalo o proizvodnji stroja za zavarivanje iz mikrovalne pećnice.
Stroj za točkasto zavarivanje izrađuje se na sljedeći način.
- Napravite 2-3 zavoja unutar manipulatora s kabelom promjera vodiča od najmanje 1 cm. To će biti sekundarni namot, omogućujući vam struju od 1000 A.

- Preporuča se ugradnja bakrenih stopica na krajeve kabela.

- Ako na primarni namot spojimo 220 V, tada ćemo na sekundarnom dobiti napon od 2 V uz struju od oko 800 A. To će biti dovoljno da se obični čavao otopi u nekoliko sekundi.


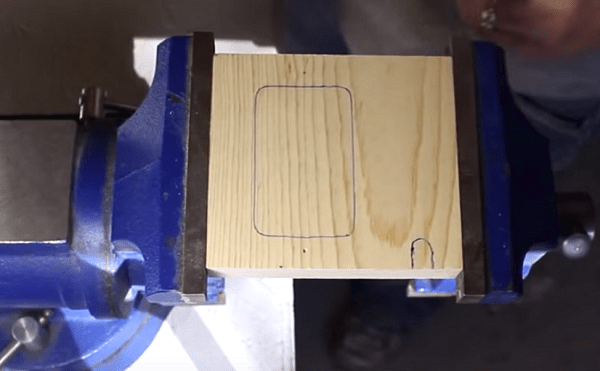
- Slijedi napraviti kućište za uređaj. Za podlogu je prikladna drvena ploča, od koje treba napraviti nekoliko elemenata, kao što je prikazano na sljedećoj slici. Dimenzije svih dijelova mogu biti proizvoljne i ovise o dimenzijama transformatora.


- Kako bi kućište dobilo estetskiji izgled, oštre kutove možete ukloniti pomoću ručna glodalica s ugrađenim rezačem rubnih kalupa.


- Na jednom dijelu čeljusti za zavarivanje potrebno je odrežite mali klin. Zahvaljujući njemu, krpelji će se moći podići više.


- Izreži na stražnji zid rupe kućišta za prekidač i mrežni kabel.
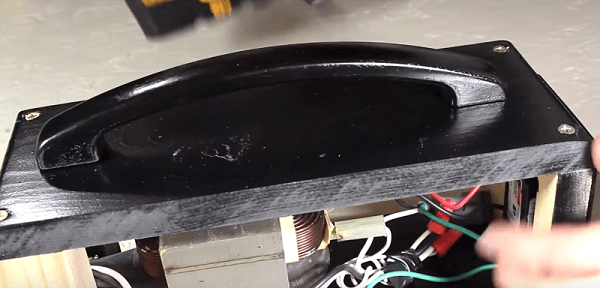
- Kada su svi dijelovi spremni i izbrušeni, mogu se obojiti crnom bojom ili lakirati.

- Morat ćete odspojiti kabel za napajanje i granični prekidač iz nepotrebne mikrovalne pećnice. Trebat će vam i metalna ručka za vrata.


- Ako kod kuće nemate prekidač i bakrenu šipku, kao ni bakrene stezaljke, te dijelove morate kupiti.

- Iz bakrene žice izrežite 2 male šipke koje će služiti kao elektrode i učvrstite ih u stezaljkama.


- Pričvrstite prekidač na stražnju stijenku uređaja.

- Vijcima pričvrstite stražnji zid i 2 stupa na bazu, kao što je prikazano na sljedećim fotografijama.


- Pričvrstite transformator na bazu.

- Zatim je jedna mrežna žica spojena na primarni namot transformatora. Druga žica napajanja spojena je na prvi terminal sklopke. Zatim morate pričvrstiti žicu na drugi terminal prekidača i spojiti ga na drugi terminal primara. Ali na ovoj žici treba napraviti prekid i ugraditi u nju prekidač uklonjen iz mikrovalne pećnice. Djelovat će kao tipka za početak zavarivanja. Ove žice moraju biti dovoljno dugačke da se smjeste prekidač na kraju stezaljke.
- Pričvrstite poklopac uređaja s ugrađenom ručkom na postolje i stražnji zid.
- Osigurajte bočne stijenke kućišta.

- Sada možete instalirati pištolj za zavarivanje. Prvo na njihovim krajevima izbušite rupe u koje ćete uvrnuti vijke.

- Zatim pričvrstite prekidač na kraj.

- Umetnite kliješta u tijelo, prvo postavite četvrtasti blok između njih radi poravnanja. Izbušite rupe kroz bočne stijenke kliješta i u njih umetnite duge čavle koji će služiti kao osovine.


- Pričvrstite bakrene elektrode na krajeve kliješta i poravnajte ih tako da krajevi šipki budu jedan nasuprot drugom.


- Kako bi se gornja elektroda automatski podigla, zavrnite 2 vijka i na njih pričvrstite elastičnu traku, kao što je prikazano na sljedećim fotografijama.


- Uključite jedinicu, spojite elektrode i pritisnite gumb za pokretanje. Trebali biste vidjeti električno pražnjenje između bakrenih šipki.
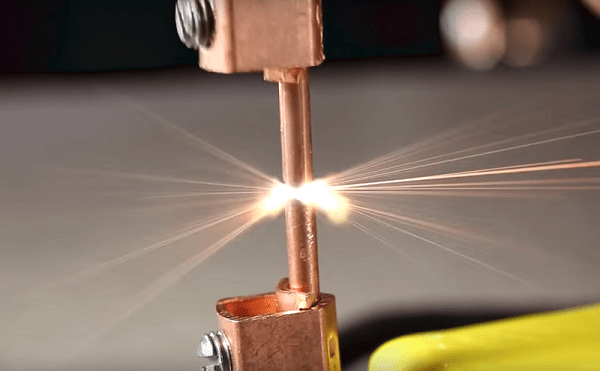
- Da biste provjerili rad jedinice, možete uzeti metalne podloške i zavariti ih.


U ovom slučaju rezultat je bio pozitivan. Stoga se stvaranje stroja za točkasto zavarivanje može smatrati dovršenim.