
Многие задаются вопросом, как сваривать и какие ошибки при сварке полипропиленовых труб можно допустить? Ответы на эти вопросы изложены в настоящей статье. Для установки и ремонта водопроводных и отопительных систем используются не только металлические элементы, но и детали из различного вида пластмасс: полипропилена, или . В настоящее время эти материалы пользуются популярностью: их монтаж можно с лёгкостью осуществить своими руками, не прибегая к услугам специалистов. Сварка полипропиленовых труб (сварка ппр) обладает рядом преимуществ:
- Трубы из не подвержены процессу коррозии.
- Их стоимость ниже, чем металлических.
- Они легкие.
- Имеется несколько основных способов их монтажа.
- Быстрая сборка при работе в одиночку. С напарником работа может ускорится.
- Простые способы пайки. Соблюдая определенную последовательность действий и выполняя основные правила, готовое соединение можно получить самостоятельно.
- Длительный срок службы. Современные модели изделий из полипропилена могут служить несколько десятков лет.
Сварка труб пп: выбор инструментов
Может быть нескольких видов: ручным, полуавтоматическим или автоматическим. Последний вид будет самым дорогим по стоимости. При работе с конкретным агрегатом следует придерживаться правил, изложенных в настоящей статье, а также инструкцией к нему.
Помимо паяльного аппарата вам понадобятся:
- специальные ножницы для обрезки необходимого размера трубы из полипропилена.
- маркер для нанесения отметок на деталях.
- спиртовая жидкость для обезжиривания поверхности кромок.
- фитинги (на пример муфты).
Муфты и трубы желательно выбирать одного производителя. Если выбирать разные, существует риск того, что детали не подойдут друг другу по размеру или по составу материала.
ПП трубы подразделяются на виды в зависимости от цели и технологии использования:
- Для водопроводных систем: как холодных, так и горячих.
- Для отопительной системы, применяется специальная технология сварки полипропиленовых труб для отопления.
Также они подразделяются на разновидности в зависимости от маркировки.
- Маркировка PN 10 применяется для холодного водоснабжения температурой до 20°, а также для обогрева половых покрытий до 45°.
- Маркировка PN 16 используется для водопроводных систем с холодной водой, а также с горячей водой до 60°.
- Полипропилен маркировки PN 20 нужно покупать для горячего водоснабжения до 95°.
- Маркировка PN 25 используется для горячего водоснабжения, а также для отопления до 95°.

Сварка полипропилена и полиэтилена: отличия
- Температура плавления у пп выше, чем у полиэтилена.
- Пп – более прочный и не такой гибкий.
- Пп более тепло- и морозостойкий.
Отличия пропиленовых труб в зависимости от цвета
- Белый и серый цвета монтируются в доме, на улице их использовать запрещается. Они идеально подходят для водопроводных и отопительных систем.
- Черные цвет содержит в составе своего материала вещества, придающие дополнительную устойчивость и износостойкость. Это отличный вариант для использования в канализационных системах.
- ПП зеленого цвета применяются, как правило, для полива насаждений. Некоторые современные изделия зеленого цвета могут использоваться также для холодной воды.
Подготовка к работе
Непосредственно перед пайкой детали должны быть очищены и обезжирены с помощью специальных спиртовых растворов. На них не должно быть посторонних предметов, пыли, грязи и заусенец. Для работы нужно подготовить не только сами детали, но и само место работ: оно не должно быть грязным, пыльным, рекомендуется отсутствие посторонних людей и предметов.
Ориентировочная температура для работы с паяльником – около 260-270 градусов. Все детали нужно подготовить заранее, до нагрева оборудования до нужной температуры. Процесс соединения занимает несколько секунд. Нужно сделать за тем, чтобы детали были расположены ровно, тогда и шов получится качественным и герметичным. Точное время соединения может отличаться в зависимости от толщины детали и исправности сварочного оборудования. Следует иметь ввиду, что, если паяльник греет не очень сильно, время нагрева нужно увеличить. Не стоит приступать к работе при слабо нагретом оборудовании. Соединение может получится не герметичным. Элементы, которые планируется соединить друг с другом, должны быть нагреты одновременно.
Перегрев элементов характеризуется тем, что материал становится очень мягкий и при контакте друг с другом может деформироваться.
 Результат перегрева полипропиленовых труб
Результат перегрева полипропиленовых труб
Таблица ниже содержит примерные показатели температуры при пайке, в зависимости от толщины детали, время сварки и остывания.
Объем труб (см.)Время нагрева (сек.)Время сварки (сек.)Время охлаждения после сварки (минуты)1,6 – 1,35432 – 1,45432,5 – 1,67433,2 – 1,88444 – 21264.5 – 2,318656,3 – 2,624667,5 – 2,830889 – 3408811 – 3,350101016 – 3,5801515
Сварка пп труб
Когда пластик расплавится, детали нужно снять с насадок паяльника и аккуратно соединить. Делать это нужно быстро. Запрещается сильно надавливать и крутить их. Держать элементы нужно ровно. Если по каким-то причинам шов получился некачественным, разъединить его уже невозможно. Можно только с помощью ножниц вырезать этот шов и спаять кромки заново.
Виды пайки пластиковых труб
Существует три разновидности соединения пластиковых деталей:
- Муфтовый.
Стыковый метод – это результат соединения расплавленных кромок. Детали фиксируются друг с другом с помощью специального сварочного аппарата для стыковой сварки.
 Аппарат для стыковой сварки
Аппарат для стыковой сварки
Муфтовым называется метод пайки с использованием муфт. Муфта – это специальное устройство, предназначенное для соединения деталей друг с другом. Муфтовый метод осуществляется также с применением специального сварочного оборудования.
Метод соединения осуществляется с использованием специальных электрических муфт. Оборудование нагревает электромуфты, а точнее, спираль внутри ее. Обычно, пайка ппр труб этим методом используется, когда необходимо соединить изделия большого диаметра и/или в местах с возможностью появления сейсмической активности.
 Аппарат для электромуфтовой сварки
Аппарат для электромуфтовой сварки
Для каждого вышеизложенного вида соединения в продаже существуют определенные виды сварочного оборудования. Существует общие правила пользования таким сварочным оборудованием, а также инструкция по сварке полипропиленовых труб конкретной моделью.
В свою очередь, подразделяется на ручной, полуавтоматический и автоматический. Ручное оборудование используется при соединении элементов, работающих под средним и низким давлением. Их управление полностью зависит от человека, его функции не автоматизированы, отсутствует возможность фиксации (протоколирования) данных. Полуавтоматическое оборудование автоматизировано, но не полностью. Обычно, речь идет о возможности протоколирования данных температуры. Автоматическое оборудование не требует контроля и управления со стороны человека. Нужно лишь задать необходимые параметры, а аппарат уже самостоятельно выберет необходимый режим сварки. Последний вид сварочного оборудования является самым дорогим, однако и самым эффективным. Он исключает возможность возникновения ошибок или брака.
В данной статье будет рассказано о том, как варить полипропиленовые трубы, какой инструмент для этого используется и как выполняется непосредственно процесс сварки.
Соединение полипропиленовых труб выполняют при помощи диффузионной сварки, основанной на плавлении путем нагревания до нужной температуры соединяемых деталей. Для нагревания деталей используется электричество: сначала производят нагревание деталей до температуры их плавления, после чего плотно прижимают их друг к другу, такой процесс называют сваркой плавлением.
Важно: свариваемые детали должны обладать одинаковыми свойствами.
Сам процесс сварки включает в себя следующие этапы:
- Нагревают до 260° сварочный аппарат;
Важно: 260° — температура плавления полипропиленовых фитингов и труб.
- До той же температуры нагревают трубу и фитинг;
- Прижимают трубу и фитинг друг к другу в направлении оси;
- Через пару секунд соединение можно считать выполненным, результатом чего является имеющий единую структуру однородный материал.
При этом после выполнения сварки невозможно найти место шва, поскольку в процессе сваривания произошло расплавление деталей и объединение их структур, то есть получилась однородная единая деталь, что позволяет плавлением гарантировать прочное и высококачественное соединение деталей.
Инструменты для сварки полипропиленовых труб

Для сварки труб из полипропилена, используемых в системах водоснабжения (горячего и холодного) и отопления достаточно использовать стандартный набор инструментов, включающий в себя:
- Сам ;
- Нагревательные насадки;
- Рулетку;
- Ножницы;
- Болты, при помощи которых насадки крепятся к сварочному аппарату;
- Уровень;
- Шаблон для отверстий;
- Шестигранник.
Сварочный аппарат, мощность которого может достигать 1500 Вт, работает от электрической сети 220 В. Небольшой вес аппарата облегчает его транспортировку, а удобная рукоятка позволяет выполнять соединение труб в различных положениях.
Кроме того, аппарат оснащен выключателем и регулятором температуры, позволяющим поддерживать постоянную температуру в 260°. В момент включения аппарата на нем загорается индикатор красного цвета, который гаснет после того, как получена нужная температура и можно использовать аппарат.
Насадки

Важнейшим элементом сварочного аппарата являются сварочные насадки, предназначенные для нагревания наружной и внутренней поверхностей соединяемых деталей.В стандартном комплекте сварочного аппарата обычно имеются насадки, диаметр которых составляет 16-40 мм.
Важно: насадки для соединения труб большего диаметра (до 125 мм) приобретаются отдельно в строительных магазинах.
Тефлоновая оболочка позволяет защитить насадку от воздействия расплавленного пластика, а также снизить воздействие на свариваемый пластик со стороны нагревательного элемента, повышая качество сварки.
Кроме того, тефлоновое покрытие предотвращает прилипание к аппарату расплавленного пластика.
Важно: необходимо постоянно следить за чистотой тефлонового покрытия.
Насадки для сварки состоят из двух частей:
- В деталь, имеющую отверстия, вставляют полипропиленовую трубу;
- На деталь, имеющую выступающий буртик, одевают фитинг.
В результате происходит равномерное нагревание до 260° как наружной стороны трубы, так и внутренней стороны фитинга из полипропилена. Крепление насадки к сварочному аппарату осуществляется с помощью имеющихся в комплекте с аппаратом болтов.
Важно: при эксплуатации аппарата возможно ослабление болтов, в таком случае необходимо подтянуть их.
Болты, крепящие насадки к аппарату, закручиваются с помощью входящей в комплект цилиндрической отвертки (иногда – шестигранника). Установку насадок следует выполнять до начала нагревания, а заменять насадки под нагревом допускается только в крайних случаях.
Резка труб перед сваркой

Для нарезки перед сваркой труб из полипропилена диаметром не более 32 мм используются ножницы, лезвия которых изготовлены из стали высокого качества. На данные ножницы предоставляется 1 год гарантии с условием, что они будут применяться только при резке полипропиленовых труб.
Важно: в продаже также имеются ножницы, позволяющие резать трубы, диаметр которых достигает 63 мм, а резку труб с большим диаметром обычно выполняют с помощью металлической ножовки.
Инструкция по сварке труб из полипропилена

Первым делом рассмотрим подробнее основные этапы подготовки аппарата к сварке полипропиленовых труб:
- Включают сварочный аппарат, на нем загораются два индикатора:
- Индикатор включения аппарата;
- Индикатор терморегулятора.
- Пока индикаторы не погаснут, происходит нагревание сварочного аппарата, которое длится обычно около 10-12 мин. Выключение второго индикатора сигнализирует о нагреве аппарата до требуемой температуры.
- После первого включения аппарат потребляет больше энергии, что приводит к нагреванию насадок до температуры около 300-320°, что вызывает при сварке деформацию пластика.Поэтому сначала дожидаются повторной активации индикатора нагревания и его выключения, после чего можно приступать уже к процессу .

Сварка выполняется следующим образом:
- Труба из полипропилена помещается в отверстие на одной стороне насадки;
- Фитинг одевается на выступ на другой стороне;
Важно: при надевании фитинга следует обеспечивать небольшой нажим.
- Трубу и фитинг удерживают в таком положении в течение времени, требующегося для нагревания, соединения деталей и их остывания.
Время, которое требуется на нагрев, соединение и остывания, зависит от диаметра ПП трубы и глубины сварки. Рекомендуемые значения этих промежутков времени приведены в таблице:
Глубина сварки
Диаметр трубы,
Время нагревания,
Время соединения
Время остывания
Выполняя сварку полипропиленовых труб, необходимо учитывать следующие нюансы:
- Сварное соединение получится наиболее надежным и качественным только при строгом соблюдении времени нагревания;
- Слишком долгое нагревание вызывает сильное расплавление полипропилена и деформацию деталей;
- Нагрев в течение времени, меньшего, чем указанно в таблице, приводит к недостаточному расплавлению деталей, что в процессе эксплуатации вызовет протечки соединения.
Во время сварки полипропиленовых труб запрещается:
- Перемещать детали в направлении оси;
- Сразу после соединения деталей пытаться исправить их расположение, что уменьшает проходное сечение в месте соединения;
- Изменять путем изгиба форму трубы в процессе остывания.
Вот и все, что хотелось рассказать о том, как варить трубы из полипропилена. Ничего особо сложного в данной процедуре нет, главное – подготовить необходимый инструмент и выполнять сварку в соответствии с инструкцией, точно выдерживая время соединения.
Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб – своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.
Если сварка водопроводных труб из полипропилена произведена правильно, то собранная система исправно прослужит без ремонта не один десяток лет
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.

Армированные изделия применяют для прокладки на длинных участках в условиях, где необходимо снизить линейное расширение, возникающее при колебаниях температуры
Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.

Чтобы швы получались максимально прочными и герметичными, важно обеспечивать точное совпадение диаметров состыковываемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена , с которой мы советуем ознакомиться.

Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – . С его помощью можно получить ровный, гладкий и красивый срез.

Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной или из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Этап #1 — расчет материала и комплектующих
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».

Цена на полимерные изделия и необходимые для их монтажа фасонные элементы невелика, а потому на случай бракованных паяных пар, которые нередко возникают на первых порах работы, есть смысл сделать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.

Компенсаторы представляют собой «П»-образные соединительные элементы, внешне напоминающие завернутые петли, которые обеспечивают надежность системы в процессе ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Этап #2 — пайка элементов трубопровода
Вкратце суть технологии сварки заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.

Для создания прочного соединения при выполнении пайки саму трубу прогревают с внешней стороны, а задействуемые при ее состыковке вспомогательные элементы – с внутренней. На рисунке порядок выполнения действий: 1 – размечаем; 2 – прогреваем нужное количество секунд; 3 – соединяем 2 отрезка между собой; 4 – выдерживаем рекомендованное количество секунд до охлаждения
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.

Продолжительность нагрева для достижения полной полимеризации состыковываемых элементов зависит от диаметра изделий и толщины их стенок
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.

Чтобы иметь возможность контролировать глубину вхождения отрезков в нагревательный элемент, снизив тем самым вероятность дефекта, на их концах желательно предварительно сделать засечки. Условные обозначения: 1 – прогревание двух отрезков полипропиленового трубопровода; 2 – своевременно снятие труб с паяльника; 3 – соединение двух элементов между собой; 4 – на трубе отмечена глубина состыковки для выполнения правильного соединения
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или не будет полностью собран.
Температурные параметры проведения приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.

Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Выводы и полезное видео по теме
О тонкостях процессов пайки и склеивания труб можно узнать из следующих видеороликов:
Видео #1. Как правильно паять трубы:
Видео #2. Сборка водопровода без пайки:
Работы по самостоятельной состыковке полипропиленовых труб даже у начинающего мастера не должны вызвать особых сложностей. Нужно лишь четко и добросовестно выполнять все технологические нормы. И тогда собственноручно собранный трубопровод будет радовать вас беспроблемной работой.
Пишите, пожалуйста, комментарии в расположенном ниже блоке. Задавайте вопросы по спорным моментам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты с собственным мнением, размещайте фотоснимки по теме статьи.
Сейчас уже никто не поддаёт сомнению надёжность полипропиленовых труб. При правильной эксплуатации они могут прослужить порядка 50 лет. Всё благодаря уникальности материала, который не гниет и не поддаётся коррозии.
Но чтобы всё прошло по плану, и ваш трубопровод служил вам много лет, необходимо осуществить правильную сварку полипропиленовых труб. Для этого вам понадобится следовать инструкции.
Внимание! Полипропилен — разновидность пластика.
Благодаря своим уникальным свойствам и долгому сроку эксплуатации практически вытеснили из рынка металлические изделия. Как результат всё больше людей, хотят знать, как правильно осуществлять сварку таких труб.
Начать стоит с того, что есть давно проверенная инструкция сборки полипропиленовых труб. Она позволит вам не только соединять одинаковые по диаметру изделия, но и делать сложные разводки. Для этого используются специальные переходники.
Инструкция по монтажу полипропиленовых труб также включает в себя работу с обводами и монтаж разного рода арматуры. Как результат вы сможете собрать систему любой конфигурации.
К сожалению, без недостатков не обошлось. Несмотря на все свои преимущества, после сварки и монтажа полипропиленовые трубы разъединить не получится. Мало того, даже если вы их разъедините повторно использовать изделия не выйдет. Именно поэтому вы должны делать всё по инструкции. В таком случае созданная конструкция не потребует доработки.
Свариваем полипропиленовые трубы
Необходимое оборудование

Подготовка к процессу сварки полипропиленовых труб начинается с подбора подходящего инструмента. Для того чтобы сделать всё точно по инструкции вам понадобятся:
- аппарат для раструбной сварки;
- специальные насадки для разного диаметра труб;
- кусачки,
- фаскосниматель,
- шейвер.
Каждый из этих инструментов вы сможете найти в строительном магазине. Но здесь есть один нюанс, чтобы сварка полипропиленовых труб прошла точно согласно инструкции необходимо покупать не самое дешёвое оборудование. К примеру, качественный аппарат для сварки позволяет работать значительно дольше без повреждения тефлонового слоя насадок.
Совет! Если вы не хотите тратить средства на покупку аппарата для сварки полипропиленовых труб согласно инструкции, возьмите его в аренду.
В большинстве случаев насадки идут вместе с аппаратом. Но дешёвые аналоги могут их не иметь. Поэтому если увидите слишком низкую цену, обязательно поинтересуйтесь комплектом поставки.
Инструкция по сварке
Аппарат для сварки не представляет собой что-либо сверхсложное. Пользоваться им довольно удобно. Особенно если он качественно сделан. Сама инструкция по сварке полипропиленовых труб состоит из таких этапов:
- Произведите замеры и отрежьте полипропиленовые трубы нужной вам длины.
- Подготовка. Чтобы процесс сварки прошёл точно по инструкции необходимо сразу подготовить все элементы. Это позволит избежать путаницы. Фитинги должны быть выложены в порядке очереди для монтажа.
- Разогрейте аппарат для сварки. Выставьте регулятор температуры на 260 градусов по Цельсию. Как только устройство достигнет нужной вам температуры, сигнальная лампочка отключится.
- Разогрейте поверхность полипропиленовых труб посредством аппарата для сварки и состыкуйте их между собой. При этом не делайте поворотов. Это может привести к разгерметизации.
При соединении полипропиленовых труб по инструкции вы должны строго выдерживать угол среза. В противном случае о герметичном шве можно забыть. В самом конце соединение зачищается.
Внимание! Зачистка делается только после того, как шов остыл.
Нюансы технологии сварки

Чтобы сварка пропиленовых труб прошла согласно технологии, необходимо знать некоторые важные технические нюансы этой процедуры. Начать нужно с того, как правильно нагревать детали.
Нагрев производится с внешней стороны по краю трубы. В свою очередь, муфта прогревается изнутри. При этом глубина прогрева не должна быть слишком большой. Лишь после этого вы сможете соединить детали согласно инструкции.
Технология сварки полипропиленовых труб согласно инструкции в действительности довольно проста. В месте, где две детали соединяются, нагретый ранее материал сваривается.
Чтобы сделать разрезы точно по инструкции, необходимо не забыть про фаску. В качестве стандарта лучше всего взять немецкую норму DVS-2207-1. Согласно этому стандарту наклон составляет 15 градусов, а углубление в районе 2-3 мм.
Если же брать отечественный стандарт, то фаску по инструкции нужно делать в 45 градусов. При этом углубление составит треть толщины трубы. В действительности для сварки полипропиленовых труб подходят оба варианта. Если же говорить об их эффективности. То никаких достоверных данных по этому вопросу нет. Но большинство строителей применяет именно немецкий вариант.
Внимание! Перед фаской полипропиленовую трубу и внутреннюю часть фаски по инструкции необходимо очистить. Также не помешает обезжиривание.
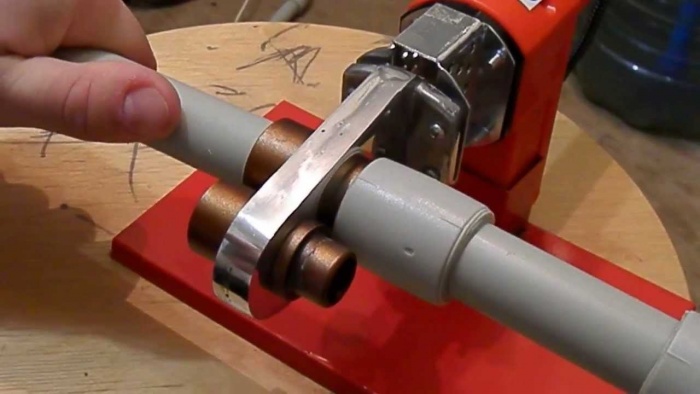
Аппарат для сварки должен быть установлен на специальной подставке. Сам процесс сварки выглядит следующим образом: с одной стороны, насаживается фитинг, а с другой — труба.
После того как детали дойдут до нужной кондиции — их нужно быстро снять, чтобы тут же соединить. Чем меньше период остывания, тем больше сварка полипропиленовых труб будет отвечать инструкции по стандартам качества.

Внимание! Время удержания деталей зависит от диаметра и толщины полипропиленовой трубы.
Нельзя допустить перегрева деталей. Если это произойдёт, то фитинг и труба скорей всего деформируются. Всё из-за потери прочности, которая вызвана слишком высокой температурой. Естественно, что после такого соединение будет невозможным.
Недостаточный нагрев при сварке полипропиленовых труб по инструкции строго запрещён. Дело в том, что соединение, сделанное таким образом, не будет обладать нужной надёжностью. Из-за этого в значительной мере повышается риск потери герметичности всей конструкции. О длительном сроке эксплуатации в таком случае не может идти и речи.
Чтобы вставить трубу в гильзу нужно будет приложить определённое усилие. Тоже касается и фитинга. Дело в том, что насадки сделаны в виде конусов. При этом их наклон составляет пять градусов. При этом диаметр рабочей поверхности, соответствует изделию только в середине.
Когда вы вставляете изделие в гильзу, нужно довести его до упора. Сложность заключается в том, что давить дальше ни при каких обстоятельствах нельзя. Это может повредить конструкцию.
При сильном придавливании ухудшается проводимость изделия. Это из-за того, что на конце образуется утолщение. Но так как оно находится внутри, со стороны его заметить непросто. Поэтому нужно проявить максимальную осторожность.

Чтобы не ошибиться и всё сделать по инструкции замеряйте глубину гильзы. После этого возьмите линейку и сделайте соответствующую пометку на трубном изделии. Подобная предосторожность застрахует вас от неприятных неожиданностей.
Внимание! Когда вы соедините изделие вместе с муфтой, у вас в запасе будет несколько секунд, чтобы поправить их положение.
Обезжириваем область сварки
Чтобы добиться хорошего и качественного соединения, необходимо для начала обезжирить область сварки. Возьмите ватку и налейте на неё немного спирта. После этого обработайте внутреннюю часть фитинга. Тоже нужно сделать с концом трубы.
Не забудьте удалить частички абразива. Даже пыль может негативно повлиять на качество соединения посредством сварки полипропиленовых конструкций. Именно поэтому так много внимания в инструкции уделяется этому вопросу.
Внимание! Пыль и абразив вредят тефлоновому покрытию аппарата для сваривания.
Спиртом нужно обработать не только детали, но и насадки. Эта предосторожность позволит избежать налипания пластика. Благодаря этому риск повреждения тефлонового покрытия также уменьшается. Подобное случается довольно часто, когда механическим путём удаляются остатки засохшего полипропилена с рабочей поверхности.
Как проводится монтаж

Монтаж делается тогда, когда смонтированы элементы с фитингами. Также должны быть установлены повороты. Последние лучше всего сваривать отдельно, чтобы не нарушать инструкцию.
Не забывайте, что согласно общей строительной инструкции вы должны позаботиться о переходах между стенами. Также нужно сделать подключение к вводам. Тогда сваривание можно будет осуществлять на весу.
К стенам трубные изделия прикрепляются посредством хомутов. Они обеспечивают надёжное крепление и могут прослужить не один десяток лет. Сама полипропиленовая конструкция просто вдевается в них.
Внимание! Если у вас частный дом, то пластиковые конструкции не подводятся напрямую к котлу. Для этого понадобится специальный фитинг.
Главной частью фитинга, который соединяет полипропиленовую конструкцию с котлом, является металлическая часть, длина которой около полуметра. Именно она подключается напрямую к обогревателю.
Достоинством конструкций из полипропилена является то, что их можно с лёгкостью прокладывать внутри стен, и это никоим образом не нарушит инструкцию по эксплуатации жилого здания. Тем не менее перед тем как начать пользоваться трубопроводом необходимо осуществить проверку герметичности.
Итоги
Как видите, инструкция по сварке полипропиленовых труб не представляет собой что-либо особо сложное. Достаточно следовать рекомендациям, выдерживать правильную температуру и не забывать о предварительной очистке и обезжиривании деталей.
Появившийся на рынке сравнительно недавно полипропилен быстро завоевал горячие симпатии сантехников и их клиентов, в первую очередь — владельцев частных домов. Нам предстоит выяснить, по каким признакам стоит подбирать и как правильно сваривать полипропиленовые трубы. Статья ориентирована прежде всего на новичков, которые только присматриваются к непривычному материалу.
Выбор
Начнем с закупок. Итак, мы в магазине; на витрине — несколько видов полипропилена, различающихся ценой за погонный метр и какими-то непонятными символами в маркировке. На что смотреть в первую очередь?
Тип полимера
- Если вы подбираете трубы для холодного водоснабжения, то можно уделить внимание изделиям с маркировкой PPH.
- Для горячего водоснабжения и отопления подходит полипропилен с маркировкой PPB и PPR (PPRC).
Заметьте: мы намеренно не приводим полные названия соответствующих гомо- и сополимеров.Для читателя, подбирающего материал для ремонта в квартире или доме, эта информация явно избыточна.
Рабочее давление
Его штатное значение в кгс/см2 (атмосферах) указывается после букв PN в маркировке. Оно варьируется от 10 до 25 атмосфер. Казалось бы, верхнее значение заведомо избыточно, ведь давление в магистралях водоснабжения и теплотрассах, не говоря уже об автономных системах, не превышает 6-7 кгс/см2.
Однако тут есть два нюанса:
- В централизованных системах тепло- и водоснабжения всегда сохраняется вероятность гидроудара. При быстром заполнении сброшенного трубопровода или при отрыве клапана винтового вентиля на фронте возникающей в жидкой среде ударной волны давление может достигать 20-25 кгс/см2.

- При повышении температуры механическая прочность полипропилена снижается. Рабочее давление указывается производителями для комнатной температуры (+20 С); при +90 С, вполне достижимых в системе ЦО, максимально допустимое давление опустится до 7 атмосфер.
Армирование
Для разводки ХВС используется полимер без армирования. Температурный режим далек от критического и, что еще важнее, стабилен, что подразумевает невысокие требования к механической прочности и коэффициенту линейного расширения при нагреве. Отсюда — минимальная цена соответствующих труб.
Однако при высокой температуре транспортируемой среды возникают две технические проблемы:
- Приближение к точке кипения воды приводит к критическому падению прочности пластика.
- Колебания температуры в диапазоне от комнатной до 80-95 С приводят к непрерывному изменению линейных размеров трубы.
Проблема отчасти решается введением в полимер армирующего слоя.
В продаже можно встретить материал с армированием двух типов:
- Алюминиевой фольгой. Она вклеивается между слоями полимера (примерно в середине стенки или ближе к ее наружной поверхности).
- Фиброй (рубленным стекловолокном). Слой смешанного с фиброй полимера вплавлен между наружным и внутренним слоями чистого полипропилена.

Каждый из типов армирования имеет свои плюсы и минусы.
Монтаж трубопровода
Итак, как варить полипропиленовые трубы?
Инструмент
Начнем с подготовки инструмента.
Нам понадобятся:
- Низкотемпературный паяльник с комплектом насадок соответствующего диаметра.
Подсказка: в продаже можно встретить паяльники с регулировкой температуры.Регулятор должен позволять выставить оптимальные для наших целей 240 — 260 градусов.
- Ножницы для резки полипропилена. Они часто поставляются в комплекте с паяльником.

- Нож для снятия фаски с трубы.
- При работе с армированными алюминием трубами — так называемую зачистку (шейвер) для наружного расположения армирующего слоя и торцеватель — для внутреннего (в середине стенки). Инструменты выпускаются как в виде насадки для дрели, так и под ручную зачистку.
Резка, зачистка
Инструкция по резке не содержит никаких тайн: труба размечается с учетом ее погружения в фитинги и отрезается ножницами-резаком. Затем с ее наружной стороны снимается фаска.
Зачистка алюминиевой фольги осуществляется несколькими оборотами шейвера / торцевателя. Цель — предотвратить контакт алюминия с водой. При определенных обстоятельствах (в частности, при наличии в контуре меди, с которой алюминий образует гальваническую пару) фольга может корродировать, что приведет к уже упоминавшемуся расслоению с катастрофическим падением прочности соединения.

Соединение
Как правильно варить полипропиленовые трубы своими руками с помощью паяльника?
- На нагревательный элемент монтируется насадка соответствующего диаметра.
- Инструмент прогревается до штатной температуры.
- С насадкой одновременно совмещаются внутренняя поверхность раструбного фитинга и наружная поверхность трубы.
- После оплавления полимера детали совмещаются плавным поступательным движением и удерживаются в статичном положении до схватывания расплава. Повороты недопустимы: они создадут на оплавленных поверхностях «волну». которая резко ослабит соединение.

Сколько времени занимает нагрев и схватывание? Ответ зависит от диаметра трубы:
Инструмент для сварки полимера недорог; однако у наиболее экономных читателей все же может возникнуть предсказуемый вопрос: как сварить полипропиленовые трубы без паяльника?
При небольшом диаметре трубопровода его можно заменить газовой горелкой, собранной на коленке из баллончика и насадки к нему. В пламени горелки одновременно оплавляются обе свариваемых поверхности; дальнейшие операции ничем не отличаются от рассмотренного выше случая. Недостаток метода — в том, что без долгих тренировок трудно получить равномерное оплавление деталей.

Общие правила
При монтаже полипропиленом систем ГВС и отопления нужно учитывать главную особенность пластика — значительное линейное расширение при нагреве.
- Хомуты на длинных участках не должны препятствовать смещению трубопровода вдоль собственной оси.
- При укладке в штробы между трубой и концом штробы обязательно оставляется незаполненное штукатуркой свободное место (0,5 — 1 см).
- Прямолинейные участки протяженностью свыше 3 метров снабжаются кольцевыми или П-образными компенсаторами.

На фото — кольцевые компенсаторы на стояках.