
Температурное соединение полипропиленовых (ПП) трубных изделий осуществляется быстро, образуя герметичный стык с длительным сроком эксплуатации. Благодаря такой особенности метод сваривания и сами полипропиленовые трубы получили широкое распространение среди домашних мастеров, осуществляющих монтаж трубопроводов различного функционального назначения своими руками. Однако, несмотря на кажущуюся легкость, процесс сварки требует не только практических навыков, но и знания определенной информации, такой как температура пайки полипропиленовых труб, период нагрева, время остывания стыка до набора эксплуатационной прочности. В помощь тем, кто впервые решил осуществить монтаж своими руками трубопровода (отопительного контура) полипропиленовыми трубами, в статье будет отражена наиболее значимая информация, касающаяся данного процесса.
Одним из способов соединения пластиковых трубных изделий является холодная сварка. Суть технологии заключается в предварительном нанесении на стыкующиеся полимерные поверхности специального вещества, временно химически разжижающего пластик. После соединения пластиковых деталей материал приобретает первоначальную твердость, но за этот период происходит герметичное сращение поверхностей. Холодная сварка не нашла широкого применения, хотя в некоторых случаях помогает паять элементы трубопровода в труднодоступных местах или там, где нет доступа до источника электрического тока.
Большее распространение получили термические способы пайки ПП труб. К ним относятся:
- сварка с помощью термоэлектрических фитингов;
- диффузная пайка.
Оба способа соединения полипропиленовых трубных изделий основаны на температурном расплавлении стыкуемых поверхностей с последующим их сращением в процессе остывания. Разница только в технологическом подходе. Рассмотрим каждый из методов подробнее.
Пайка термоэлектрическими фитингами

Такие соединительные элементы для формирования стыков участков ПП трубопроводов устроены так, что в их теле расположены витки нагревательной спирали, какая выходит на внешнюю поверхность электрическими клеммами. При прохождении через спираль электротока преимущественно внутренняя поверхность термоэлектрического фитинга нагревается до определенной температуры, что способствует расплавлению пластиковых поверхностей с последующим их надежным сращением.
Применение термоэлектрических фитингов для конструирования бытовых трубных коммуникаций ограничено. Причинами этого является высокая стоимость соединительных элементов, необходимость приобретения дорогостоящего оборудования и наличия специальных знаний, позволяющих квалифицированно паять подобным способом. К тому же для пайки труб малого диаметра (16, 20, 25, 32 мм), преимущественно применяемых для бытовых трубных разводок, существует более простой, менее дорогостоящий, при этом надежный способ сварки полипропилена, который будет рассмотрен далее. С помощью термоэлектрических фитингов соединяются крупные трубопроводы (большой диаметр) и работы осуществляют специализированные организации, имеющие допуск к подобному роду деятельности.
Диффузная сварка ПП изделий
Это как раз тот метод пайки, что широко применяется для монтажа бытовых полипропиленовых коммуникаций. Технология основана на одновременном температурном расплавлении стыкующихся поверхностей с последующим их плотным соединением. Молекулы расплавленного полимера взаимно проникают (диффундируют), образуя сплошное монолитное соединение.
Для осуществления плавки полимерных поверхностей стыкующихся деталей (труб и фитингов) применяется специальный электрический паяльник. Прибор имеет мечевидный (цилиндрический в некоторых моделях) выступ, какой и является нагревательным элементом. В комплекте паяльника есть двусторонние насадки под определенные размеры труб и соответствующих соединительных деталей, что устанавливаются на нагревающийся выступ.
Есть возможность одновременной установки нескольких насадок, если требуется работать с отрезками ПП трубопровода разного сечения. Нагревательный прибор оснащен градуированным терморегулятором, позволяющим задать необходимую температуру насадок и лампочками, сигнализирующим о подключении к электросети и готовности паяльника к работе. Насадки для плавки пластиковых изделий покрыты тефлоновым слоем, предотвращающим прилипание расплавленного полимера.
Преимуществами, сделавшими метод диффузной пайки ПП труб популярным, являются следующие факторы:
- невысокая стоимость оборудования и материалов (труб, соединительных и переходных элементов);
- возможность формирования герметичных долговечных стыков трубопровода;
- легкость и высокая скорость сборки бытовых трубных контуров своими руками любой сложности и конфигурации;
- возможность работы одновременно с соединяемыми элементами разных диаметров.
Технические параметры пайки ПП изделий

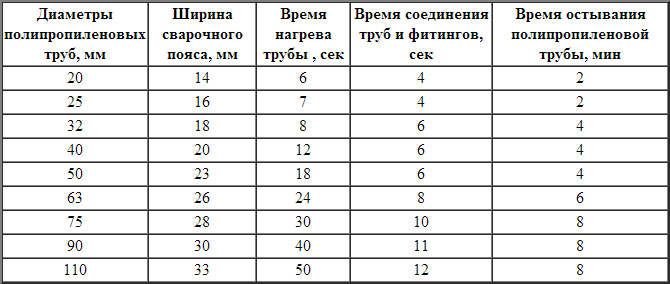
Кроме практических нюансов, приходящих с опытом работы своими руками, при диффузной сварке важно соблюдать некоторые технологические требования, позволяющими стабильно получать надежное соединение элементов трубопровода. К таковым относятся время сварки полипропиленовых труб, период их неподвижной фиксации после введения трубы в фитинг, время остывания и некоторые другие параметры, которые отличаются для изделий разных диаметров. Ниже приведена таблица для труб, с сечением, наиболее часто применяемом для бытовых разводок воды и отопительных контуров.
Сечение, ммГлубина посадки, ммПериод нагрева, секундПериод неподвижной фиксации, секундПериод остывания, секунд161254220146422516742321886340201284
Время нагрева и другие технические параметры процесса, указанные в таблице, справедливы при нагреве полипропиленовых деталей до 260-280˚С и температуре окружающей среды в пределах от 15˚С до 20˚С.
Инструментарий, необходимый, чтобы паять ПП трубопровод

- электропаяльник с приложенным набором двусторонних насадок разных диаметров (16, 20, 25 мм);
- труборез (специальные трубные ножницы);
- напильник для зачистки заусениц и шероховатостей на обрезном торце трубы;
- измерительная строительная рулетка;
- маркер.
Из материалов, кроме труб необходимого диаметра, соединительной и запорной арматуры, переходных элементов, понадобится ветошь из натуральной ткани (лен, х/б) и обезжиривающая жидкость (уайт-спирит, этиловый спирт, ацетон).
Приготовив необходимые материалы и инструментарий, можно переходить к практическому осуществлению процесса сварки ПП трубопровода, опираясь на изложенную ниже инструкцию.
Пайка трубных полипропиленовых изделий своими руками, инструкция

- Электропаяльник устанавливается в идущий в комплекте штатив и оснащается необходимыми для работы двусторонними насадками, которые обрабатываются имеющейся обезжиривающей жидкостью. Прибор для нагрева полипропилена подключается к электропитанию (загорится красная лампочка), ручкой термостата устанавливается необходимая температура пайки (260-280˚С). При наборе паяльником заданной температуры загорится зеленая сигнальная лампочка.
- Измерительной рулеткой отмеряется участок полипропиленовой трубы необходимой длины, делается отметка маркером, в соответствии с которой производится отрез. Для этого труба укладывается на основание трубореза (метка устанавливается по центру), после чего опускается лезвие. Сделав прорезь сверху, производится круговое движение инструментом. Отрезной край освобождается неровностей и заусениц напильником, после чего стыкуемые поверхности очищаются от пыли и обезжириваются.
- На поверхности ПП трубы делается отметка, соответствующая глубине посадки (см. таблицу), например 14 мм от торца для изделия диаметром 20 мм. Это необходимо, чтобы вводя трубу после нагрева в фитинг не пройти ее торцом ограничительный выступ, что может привести к критическому сужению трубного просвета. Кроме того, сделанная отметка поможет найти при стыковке элементов их правильное осевое расположение.
- Подготовленные и обезжиренные соединяемые элементы стыкуются с насадкой соответствующего диаметра. Манипуляция может потребовать физических усилий (это нормально). Для облегчения процедуры допускается производить незначительные вращательные движения. Перед стыковкой с насадкой для нагрева полипропиленовых изделий рекомендуется надеть рабочие рукавицы. Это убережет от ожога при случайном соприкосновении с насадкой и облегчит рабочий процесс. Рекомендуется первым надевать фитинг, затем вводить трубу, так как более толстостенный соединительный элемент имеет большую инерцию нагрева. Снимать стыкующиеся детали нужно в обратном порядке, — сначала труба, затем фитинг.
- При окончании периода нагрева, указанного в приведенной выше таблице, соединяемые элементы снимаются с насадки, после чего трубный торец вводится своими руками в отверстие соединительного элемента на отмерянное расстояние. Производить вращательные движения при этом противопоказано (резко снижает качество соединения). Введя трубу до отметки, следует зафиксировать обе детали неподвижно относительно друг друга на период не меньший, чем указан в таблице. После полного остывания стыка он готов к испытаниям эксплуатационными нагрузками.
Так необходимо паять полипропиленовые трубы диффузным методом после нагрева специальным паяльником. Соблюдая правила, указанные в приведенной инструкции, удастся добиться формирования надежных соединений ПП трубопровода своими руками. Подкрепить теоретические выкладки визуально поможет следующее видео
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.

Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.

Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC.
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.

Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.

Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
Этапы будут таковыми:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует.

В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология.

Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.

В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы.

В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Как сваривать полипропиленовые трубы: как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
Как сваривать полипропиленовые трубы: как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
Как сваривать полипропиленовые трубы. Выбор по типу полимера, рабочему давлению и армированию. Монтаж трубопровода, инструмент и резка, зачистка
Появившийся на рынке сравнительно недавно полипропилен быстро завоевал горячие симпатии сантехников и их клиентов, в первую очередь — владельцев частных домов. Нам предстоит выяснить, по каким признакам стоит подбирать и как правильно сваривать полипропиленовые трубы. Статья ориентирована прежде всего на новичков, которые только присматриваются к непривычному материалу.

Монтаж полипропиленовой подводки водоснабжения.
Начнем с закупок. Итак, мы в магазине; на витрине — несколько видов полипропилена, различающихся ценой за погонный метр и какими-то непонятными символами в маркировке. На что смотреть в первую очередь?
Тип полимера
- Если вы подбираете трубы для холодного водоснабжения, то можно уделить внимание изделиям с маркировкой PPH.
- Для горячего водоснабжения и отопления подходит полипропилен с маркировкой PPB и PPR (PPRC).
Заметьте: мы намеренно не приводим полные названия соответствующих гомо- и сополимеров.
Для читателя, подбирающего материал для ремонта в квартире или доме, эта информация явно избыточна.
Его штатное значение в кгс/см2 (атмосферах) указывается после букв PN в маркировке. Оно варьируется от 10 до 25 атмосфер. Казалось бы, верхнее значение заведомо избыточно, ведь давление в магистралях водоснабжения и теплотрассах, не говоря уже об автономных системах, не превышает 6-7 кгс/см2.
Однако тут есть два нюанса:
- В централизованных системах тепло- и водоснабжения всегда сохраняется вероятность гидроудара. При быстром заполнении сброшенного трубопровода или при отрыве клапана винтового вентиля на фронте возникающей в жидкой среде ударной волны давление может достигать 20-25 кгс/см2.

Один из механизмов образования гидроудара.
- При повышении температуры механическая прочность полипропилена снижается. Рабочее давление указывается производителями для комнатной температуры (+20 С); при +90 С, вполне достижимых в системе ЦО, максимально допустимое давление опустится до 7 атмосфер.
Армирование
Для разводки ХВС используется полимер без армирования. Температурный режим далек от критического и, что еще важнее, стабилен, что подразумевает невысокие требования к механической прочности и коэффициенту линейного расширения при нагреве. Отсюда — минимальная цена соответствующих труб.
Однако при высокой температуре транспортируемой среды возникают две технические проблемы:
- Приближение к точке кипения воды приводит к критическому падению прочности пластика.
- Колебания температуры в диапазоне от комнатной до 80-95 С приводят к непрерывному изменению линейных размеров трубы.
Проблема отчасти решается введением в полимер армирующего слоя.
В продаже можно встретить материал с армированием двух типов:
- Алюминиевой фольгой. Она вклеивается между слоями полимера (примерно в середине стенки или ближе к ее наружной поверхности).
- Фиброй (рубленным стекловолокном). Слой смешанного с фиброй полимера вплавлен между наружным и внутренним слоями чистого полипропилена.

Армирование фиброй и алюминием.
Каждый из типов армирования имеет свои плюсы и минусы.
Монтаж трубопровода
Итак, как варить полипропиленовые трубы?
Инструмент
Начнем с подготовки инструмента.
- Низкотемпературный паяльник с комплектом насадок соответствующего диаметра.
Подсказка: в продаже можно встретить паяльники с регулировкой температуры.
Регулятор должен позволять выставить оптимальные для наших целей 240 — 260 градусов.
- Ножницы для резки полипропилена. Они часто поставляются в комплекте с паяльником.

Полный комплект инструмента для работы с полипропиленом.
- Нож для снятия фаски с трубы.
- При работе с армированными алюминием трубами — так называемую зачистку (шейвер) для наружного расположения армирующего слоя и торцеватель — для внутреннего (в середине стенки). Инструменты выпускаются как в виде насадки для дрели, так и под ручную зачистку.
Резка, зачистка
Инструкция по резке не содержит никаких тайн: труба размечается с учетом ее погружения в фитинги и отрезается ножницами-резаком. Затем с ее наружной стороны снимается фаска.
Зачистка алюминиевой фольги осуществляется несколькими оборотами шейвера / торцевателя. Цель — предотвратить контакт алюминия с водой. При определенных обстоятельствах (в частности, при наличии в контуре меди, с которой алюминий образует гальваническую пару) фольга может корродировать, что приведет к уже упоминавшемуся расслоению трубы с катастрофическим падением прочности соединения.

Зачистка ручным шейвером.
Соединение
Как правильно варить полипропиленовые трубы своими руками с помощью паяльника?
- На нагревательный элемент монтируется насадка соответствующего диаметра.
- Инструмент прогревается до штатной температуры.
- С насадкой одновременно совмещаются внутренняя поверхность раструбного фитинга и наружная поверхность отрезка трубы.
- После оплавления полимера детали совмещаются плавным поступательным движением и удерживаются в статичном положении до схватывания расплава. Повороты недопустимы: они создадут на оплавленных поверхностях «волну». которая резко ослабит соединение.

Труба и фитинг совмещаются поступательным движением без проворота.
Сколько времени занимает нагрев и схватывание? Ответ зависит от диаметра трубы:
Инструмент для сварки полимера недорог; однако у наиболее экономных читателей все же может возникнуть предсказуемый вопрос: как сварить полипропиленовые трубы без паяльника?
При небольшом диаметре трубопровода его можно заменить газовой горелкой, собранной на коленке из баллончика и насадки к нему. В пламени горелки одновременно оплавляются обе свариваемых поверхности; дальнейшие операции ничем не отличаются от рассмотренного выше случая. Недостаток метода — в том, что без долгих тренировок трудно получить равномерное оплавление деталей.

Сварить детали можно и на газовой горелке.
Общие правила
При монтаже полипропиленом систем ГВС и отопления нужно учитывать главную особенность пластика — значительное линейное расширение при нагреве.
- Хомуты на длинных участках не должны препятствовать смещению трубопровода вдоль собственной оси.
- При укладке в штробы между трубой и концом штробы обязательно оставляется незаполненное штукатуркой свободное место (0,5 — 1 см).
- Прямолинейные участки протяженностью свыше 3 метров снабжаются кольцевыми или П-образными компенсаторами.

На фото — кольцевые компенсаторы на стояках.
Как сваривать полипропиленовые трубы правильно: можно ли сварить без паяльника, видео и фото
Как сваривать полипропиленовые трубы правильно: можно ли сварить без паяльника, видео и фото
Как правильно варить полипропиленовые трубы и фитинги
Как сварить полипропиленовые трубы, как их для этого подготовить. Особенности соединения в труднодоступных местах.
 Полипропиленовые трубы
Полипропиленовые трубы

В процессе ремонта старый трубопровод все чаще заменяют полипропиленовыми трубами. Это обусловлено их износоустойчивостью, долгим сроком службы и несклонностью к коррозии. Простота и легкость монтажа дает возможность заменить водопровод, отопление или канализацию своими руками. Достаточно иметь специальный сварочный аппарат, комплект фитингов и сами трубы.
Как сваривать полипропиленовые трубы своими руками
Технология сварки полипропиленовых труб называется муфтовой, или раструбной. Соединение труб происходит не стык в стык, а с помощью фитингов – дополнительных проводников, которыми при температуре 260 градусов спаивают края труб.
Нарезка и обработка пластиковой трубы
При монтаже пластикового трубопровода возникает необходимость обрезать полипропиленовые трубы посередине или с концов, чтоб подогнать их по размеру и состыковать друг с другом. Существует несколько способов нарезки – для каждого требуется отдельный инструмент:
- Труборез аккумуляторного типа – представляет собой ножницы, снабженные электрическим приводом. Высокая скорость обрезки – их главное преимущество. На каждую трубу вы потратите около 5 секунд. Минус – ограничения в диаметре нарезаемой заготовки.
- Труборез роликового типа – принцип действия инструмента напоминает работу закаточного ключа для консервации. Срез инструментом получается ровным, без рваных краев. Им делают несколько оборотов вокруг трубы, потом подкручивают ролик из твердых сплавов и проворачивают еще несколько раз. Минус – невозможность применения, если труба прилегает вплотную к стене и ее нельзя снять.
- Профессиональные ножницы для разрезания труб из пластика – состоят из верхнего острого ножа и нижнего держателя. Пользоваться приспособлением легко – отметив нужную длину на трубе, кладете ее между лезвиями и обрезаете. Край будет ровный, без крошки и обрывков.
- Электрический лобзик – способ удобный, но может дать небольшой скос, поэтому трубку режут, несколько раз проворачивая.
- Болгарка любой мощности – обрезают пластик, не оказывая сильного давления, используют диск по металлу.
После обрезки торец полипропиленовой трубы обрабатывают шлифовальной шкуркой, чтобы удалить все возможные заусенцы и зацепки.
Как подготовить сварочный аппарат
- Сварочный аппарат должен быть установлен на специальной подставке – струбцине.
- Убедитесь, что контактные поверхности аппарата не имеют загрязнений. Если на них прилипли лишние частицы или пыль – тефлоновый слой очистите грубой тканью, смоченной в спирте.
- На датчике температуры выставьте 260 градусов.
- Подсоедините аппарат для сварки к электросети и нажмите кнопку включения.
- Нагревание происходит не более чем за 15 минут, в зависимости от окружающей температуры воздуха.

Температура пайки и время нагрева деталей. Таблица
После нарезки и разметки трубы готовы к сварке. Можно приступать к следующему этапу – нагреву деталей.
Инструкция «Как правильно варить пластиковые трубы»
В начале работы определитесь, в каком месте будет смонтирован трубопровод. Предварительно составьте план, чтобы избежать сваривания узлов на весу или в труднодоступных местах. Гораздо легче собрать конструкцию из полипропиленовых труб на столе, чтобы потом, не прилагая особых усилий, закрепить ее в отведенном месте.
- Включить аппарат и разогреть его до рекомендованной температуры. Если его используете в первый раз – после нагревания подождите еще 5 минут перед началом рабочего процесса.
- В сварочную насадку одновременно вставьте фитинг и конец пластиковой трубы. Они должны быть размещены в одной плоскости. Учитывая диаметр трубы, добавляем температуру и держим указанное в таблице время.
- Когда элементы нагрелись, их вынимают из сварочного аппарата и моментально соединяют. Затем неподвижно удерживают в течение рекомендованного времени.
- Сразу после остывания трубопровод можно использовать по назначению.
После спайки узел проверяют на проходимость, продув его воздухом или пустив через него воду.
Технология сварки труб из ПВХ полипропилена
Работа с полипропиленовыми трубами требует соблюдения некоторых рекомендаций. Правильно установленное соединение герметичное и выдерживает высокое давление.
Сварка при отрицательных температурах
Сложно получить хорошее качество сварки при низких температурах. Производители труб из полипропилена не рекомендуют проводить сварочные работы при температуре воздуха ниже +5 градусов. При температуре ниже 0 пластик становится хрупким, спайка может быть негерметичной. Это приведет к протечкам или разрыву трубопровода. В холодное время года место, где проводится сварка, прогревают – устанавливают палатку с тепловой пушкой.
Можно ли варить изделия разных производителей?
Изготовители пластиковых труб делают акцент на то, что полипропиленовые изделия разных торговых марок спаивать нельзя. Трубы и фитинги разного производства могут отличаться по нескольким параметрам:
- допуском на диаметры;
- скоростью размягчения;
- цветовыми оттенками.
Попытка совместить разные по техническим характеристикам материалы приводит к трудностям при монтаже и становится причиной брака всей конструкции.
Стыковая сварка изделий большого диаметра
При прокладке магистралей сварка пластиковых труб большого диаметра (от 63 мм) производится стык в стык. Данный способ базируется на нагревании и расплавлении торцов труб, и их последующем соединении с достаточным усилием.
Важно, чтобы концы заготовок были идеально ровными. Это дает возможность получить спайку максимальной прочности, неразъемную и способную работать под высоким давлением.

Раструбная пайка соединений фитинг-трубопровод
Полипропиленовые трубы диаметром до 40 см варят специальным прибором ручного типа. Состоит из центрирующего устройства и насадок для фиксации заготовок. Концы отрезанного участка трубы зачищают напильником или шлифовальной бумагой. Аппарат разогревают, в него загоняют детали будущего трубопровода и спаивают. Все движения делают быстро и четко, пока материал разогрет до нужного состояния.
Обратите внимание, что при раструбной, или муфтовой спайке наружный диаметр трубы должен быть больше внутреннего диаметра не разогретого фитинга.
После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации.
Как варить армированные трубы
Армированные трубы применяют в системах отопления, прокладке «теплого пола» и горячего водоснабжения. Перед тем, как приступить к работе с участием армированных полипропиленовых труб, его подготавливают – зачищают алюминиевый слой шейвером. Это необходимо для того, чтобы в процессе эксплуатации при соприкосновении с водой алюминиевая фольга не разрушалась и конструкция не давала протечек.
Фитинг имеет такой размер, в который может войти труба без верхних слоев.
Сварка пластиковых труб промышленным феном
Промышленный фен для сварки полипропиленовых труб используют в нескольких случаях:
- для соединения двух отрезков трубы;
- для изготовления фасонной детали;
- для монтажа колена из отдельных элементов.
При пайке пластика строительный фен снабжают отражателем – насадкой со специальным покрытием, к которому не будет прилипать расплавленный материал.
Установив фен на поверхности стола, настраивают его на минимальный поток воздуха. Насадку нагревают до определенной температуры и прижимают к ней торцы обеих пластиковых заготовок. Сразу после размягчения полипропилена трубы соединяют друг с другом.
В таком положении совмещенные детали держат до 30 секунд. Этого времени хватает, чтобы они слиплись и затвердели.
В результате сварки строительным феном соединение получается прочное и надежное.
Сварка труб в неудобном месте
На прямых трубных прогонах паять трубы значительно легче, чем в труднодоступных местах. Во избежание неприятных моментов в процессе монтажа системы трубопровода лучше всего собирать его на поверхности стола. Бывают случаи, когда спаять трубы нужно в неудобном месте – возле батареи, под потолком, у стены или на углах. При самостоятельном монтаже без еще одной пары рук не обойтись.
Приступать к сварке узла на весу можно, когда все элементы трубопровода собраны. Обычно она требуется при присоединении элементов конструкции к батареям, вводов водоснабжения. Тут обязательно нужен помощник, который будет удерживать сварочный аппарат, пока вы соединяете детали. Если напарник обладает определенными навыками, выполнять манипуляции можно по очереди.
Нюансы пайки полимерных труб своими руками
Существует масса моментов, которые следует учитывать при работе с полипропиленовыми трубами. Их несоблюдение приводит к снижению качества соединения фитингов и трубок, протеканию и закупорке системы.

8 ошибок при сварке пластиковых труб
- Отклонение от правил монтажа пп изделий. Если труба введена в фитинг не до упора и между их стенками образуется зазор, то обычные нагрузки для такого соединения могут оказаться слишком высокими, что неизбежно приведет к протечкам.
- Сильный нажим при соединении элементов. При введении расплавленного края трубы в фитинг давление должно быть минимальным. Прилагаемое чрезмерное усилие приводит к образованию оплыва пластика внутри трубы, ее закупорке или снижению проходимости.
- Неправильно подобранный материал. Конструкция из пластиковых труб низкого качества даже при умелом монтаже будет недолговечна. Приобретайте полипропиленовые изделия только у проверенных поставщиков и хорошей торговой марки.
- Соединение труб разных производителей. Независимо от качества пластиковых труб, соединять элементы, изготовленные разными производителями, нельзя.
- Удаление оплывов в процессе сварки. Делать это не рекомендуют – любое движение до застывания пластика приведет к еще большей его деформации.
- Медленный темп работы. Полипропилен после разогрева остывает за считанные секунды, поэтому очень важно не отвлекаться и точными движениями за положенное время сцепить детали.
- Загрязненный сварочный аппарат. Перед началом работы тефлоновая поверхность прибора должна быть проверена и по необходимости очищена от прилипших остатков пластика или грязи.
- Остаток жидкости в трубе. Нельзя допустить попадания в трубу воды, при нагревании капли превратятся в пар, и соединение потеряет прочность.
При работе с полипропиленовыми трубами помните, что разогретый материал имеет очень высокую температуру. Примите меры предосторожности: наденьте робу и толстые перчатки, чтобы уберечь кожные покровы в случае попадания горячего пластика.
Ни один ремонт и строительство не обходятся без монтажа пластиковых трубопроводов. Выполняйте все работы согласно инструкциям и полипропиленовые трубы будут служить долго и надежно.
Сварка полипропиленовых труб: видео-инструкция, температура и время нагрева, технология пайки, как сваривать правильно пластиковые фитинги
Как сварить полипропиленовые трубы, как их для этого подготовить. Особенности соединения в труднодоступных местах.
Трубы из полипропилена: как правильно выбрать и сварить
Виды пайки полипропиленовых труб
Трубы из полипропилена широко используются в монтаже систем водоснабжения и отопления домов, в химической и пищевой промышленности. Правильно эксплуатируемые системы могут прослужить более 50 лет в температурных пределах от -10° до +95°С.

Таблица времени сварки полипропиленовых труб.
Полипропиленовые трубы используются практически во всех областях жизнедеятельности из-за надежности и экологичности монтажных систем.
Без специального оборудования они монтируются в системах канализации. В системах водопровода трубы собираются путем диффузионной сварки с использованием соединительных и резьбовых фитингов: муфт, тройников, уголков. С их помощью полипропиленовые детали легко соединяются с сантехническими приборами и стальной арматурой.
При этом следует отметить безопасность технологического процесса.
Муфтовая или раструбная сварка применяется для варки труб, которые имеют диаметр до 63 мм при помощи муфты. Резьбовые и другие стыковочные узлы соединяются с использованием фитингов с раструбом.
Фланцевый стык — сложный вариант разборного соединения полипропиленовых труб с диаметром более 63 мм, который возможно осуществить при наличии профессионального оборудования.
Характеристика сварочных аппаратов

Схема монтажа полипропиленовых труб.
Сварочные работы проводятся при помощи ручных специальных паяльников для полипропиленовых элементов систем, которые можно держать в руках или поставить на верстак. У включенного паяльника начинает светиться красный индикатор, гаснущий при достижении рабочей температуры в 260°С.
Мощность у аппаратов может быть различная (600 вт — 1500 вт), что связано с диаметром полипропиленовых труб. Чем больше диаметр трубы, тем более мощный прибор нужен для того, чтобы ее сварить.
Работает сварочный аппарат от электрической сети с напряжением 220 вольт.
Важная часть сварочного аппарата — парные насадки для сварки диаметром 20 — 40 мм. Это нагревательные элементы, с помощью которых оплавляют наружные поверхности концов деталей. Внутренняя поверхность раструба соединительных деталей нагревается при помощи дорна. Насадки покрыты тефлоном — антипригарным материалом, которые должны быть неповрежденными и чистыми. Поддерживают такое состояние при помощи деревянных скребков и брезентовой ветоши после окончания каждой пайки, когда насадки еще горячие.
Материалы и инструменты для пайки полипропиленовых труб
Выбирая трубы для системы отопления или водопровода, учитывают условия эксплуатации, прежде всего, температуру и давление жидкости, пропускную способность.

Схема сварки полипропиленовых труб враструб.
В зависимости от назначения полипропиленовых труб им присваивают специальную маркировку. Для монтажа систем холодного водоснабжения и вентиляции используют марку PPH. Марка PPB применяется в системах отопления и холодного водоснабжения. Надежны трубы марки PPR, используемые в холодном и горячем водоснабжении, отоплении. Универсальными считаются трубы, имеющие маркировку PPR, устойчивые к отрицательным и высоким температурам.
Кроме сварочного аппарата потребуются:
- насадки различного диаметра;
- рулетка;
- роликовый труборез или ножницы;
- маркер;
- зачистка для армированных труб.
Порядок диффузной сварки
Прежде, чем паять элементы системы, нужно определить внутренний диаметр холодного фитинга — он должен быть меньше, чем наружный диаметр трубы.
Первая пайка производится через 5 минут после нагрева сварочного аппарата. После каждого использования сварочный аппарат нужно очистить от остатка пластмассы.
Трубы под прямым углом обрезаются труборезом или ножницами.
Концы раструба фитинга, других деталей очищаются от грязи и пыли, обезжириваются мыльной водой или спиртом, просушиваются. Только теперь элементы системы можно сваривать.
При использовании марок PN 10 и PN 20 подготовка заканчивается на этом этапе.

Схема стыковой сварки труб.
Если паяете трубы марки PN 25, перед зачисткой нужно снять верхние полипропиленовый и алюминиевый слои. Это позволит подогнать раструб фитинга под размер трубы.
Соединяемые полипропиленовые детали помещаются на соответствующие насадки. Труба вставляется в гильзу до риски, которая обозначает глубину сварки. Раструб фитинга плотно надевается на дорн.
Детали прогревают, снимают с аппарата и быстро соединяют друг с другом на глубину намеченной границы. При этом соблюдается соосность соединяемых элементов системы. Особое внимание следует проявить при пайке элементов, меняющих позиционное положение (шаровые краны, тройники).
Время нагрева для диаметров 16, 20 мм — 5 сек.; 25 мм — 7 сек.; 32 мм — 8 сек.; 40 мм — 12 сек.; 50 мм — 18 сек.; 63 мм — 20 сек.; 75 мм — 30 сек.; 90 мм — 40 сек.; 110 мм — 50 сек.
Время, отводимое на сварку при диаметрах 16, 20, 25 мм — 4 сек.; 32, 40, 50 мм — 6 сек.; 63, 75, 90 — 8 сек.; 111 мм — 10 сек.
Охлаждаются элементы сварки от 8 — 40 секунд (в зависимости от толщины соединения). На наружной поверхности спаянных деталей не должно быть дефектов — складок, трещин. Если соединение выполнено неудачно, фитинг вырезают. Качественную сварку можно определить по валику оплавленного материала на границе соединенных фитинга и трубы.
Правила диффузной сварки
Самое главное при паянии полипропилена — не перегревать элементы, чтобы не допустить закупоривание соединения. Прибор нельзя охлаждать водой, чтобы не испортить термосопротивления.
Если паяете своими руками, следует осуществить пробную сварку, так как марки полипропилена различаются по композитному составу.
Правильно варить полипропилен можно только при соблюдении технологических приемов. Узлы, которые можно сваривать на аппарате, установленном аппарате на верстаке, собираются заранее. Если планируется варить полипропиленовые элементы «на стене», в неудобных местах, желательно производить это с помощником.
Насадки на нагреватель ставят, исходя из удобства монтажа. Через 10 — 15 минут аппарат нагревается. Через 5 минут, когда прогреется вся рабочая поверхность, можно начинать пайку. Если внешняя температура воздуха понижена, нужно продлять время пайки, если жарко — время сокращается. При нулевой и минусовой температуре сварка не производится.
Не стоит изменять сгиб, форму элементов сварки во время остывания, так как это может уменьшить проходное сечение в месте сварки.

Как правильно сваривать полипропиленовые трубы: порядок сварки (видео)
Как правильно сваривать полипропиленовые трубы: виды пайки полипропиленовых труб, порядок сварки. Материалы и инструменты для пайки полипропиленовых труб.
В последнее время пластиковые трубы, к которым относятся и (ПП), постепенно вытеснили традиционные металлические не только в системах водоснабжения, но и в отоплении. Не последнюю роль во всевозрастающей популярности играет простота установки – достаточно легко выполнить монтаж полипропиленовых труб своими руками даже при отсутствии специальных навыков и знаний.

Подобные трубы обладают такими преимуществами:

Внимание! В большинстве случаев предельно допустимая температура рабочей жидкости составляет 90ᵒС (сюда относятся изделия «двадцатой» и «двадцать первой» марок). При подаче холодной воды, где температура зачастую не превышает 20ᵒС, используются трубы с «одиннадцатой» по «шестнадцатую» марку.


Важные нюансы установки
Соединение ПП труб выполняется с помощью резьбовых/нерезь бовых фитингов. В свою очередь, изделия с резьбой могут быть:
- неразъемными;
- разъемными.
Стоит заметить, что на монтаж влияют в первую очередь эксплуатационные условия.

После ознакомления со всей необходимой информацией можно приступать к работе.
Этап первый. Составление проекта
Монтажные работы следует начать с составления проекта будущей магистрали. Важным критерием при этом является эргономичность, вследствие чего число поворотов и соединительных элементов должно быть минимальным.

При обустройстве отопительной системы особенно важен грамотно составленный проект, в котором следует указать месторасположени е таких элементов, как:
- муфты;
- переходники;
- крепежи;
- уголки;
- отопительное оборудование.
Магистраль подсоединяется к радиаторам одно- или двухтрубным способом, сбоку или снизу.

Внимание! Не менее важным моментом при проектировании является и возможное термальное расширение полипропилена – это также следует учитывать.
Водопроводная разводка

Здесь магистраль подключается к централизованной системе с целью водоснабжения необходимых сантехнических приборов – унитаза, раковин, бойлера и проч. Существует два способа выполнения разводки.
Способ №1. Открытый вариант. Горизонтальные трубы устанавливаются несколько выше уровня пола, а вертикальные – исключительно по углам. Все это позволяет сделать трубопровод менее заметным.
Способ №2. Закрытый вариант. Крайне сложен в выполнении, поскольку подразумевает предварительное проведение максимально точных расчетов. Трубы (обязательно цельные) замуровываются в стены, а к каждому стыку должен быть свободный доступ.

Кроме того, разводка водопровода может быть:
- последовательног о типа (самый бюджетный и простой в выполнении вариант);
- коллекторного типа (при подаче воды применяется коллектор);
- с проходными розетками (мало популярен).
Этап второй. Сварка полипропиленовых труб

Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.

Внимание! До того как приступить к работе на надеваются гильзы (насадки) нужного диаметра. Далее с помощью терморегулятора задается соответствующая температура (порядка 260-265ᵒС), после чего прибор разогревается (о времени разогрева можно узнать из инструкции производителя).
Шаг первый. Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.

Шаг второй. Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий. С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.

Шаг четвертый. ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Внимание! В случае плохой насадки (или наоборот – чересчур свободной) одного из элементов тот сразу же отбраковывается.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).

Шаг пятый. По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.

Шаг шестой. На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.


Внимание! Последовательнос ть сборки определяется заранее.
Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Видео – Сварка ПП труб
Изготовление сварочного аппарата
Ввиду того что более-менее хороший стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:

Последовательнос ть действий должна быть следующей.
Шаг первый. С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй. Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий. Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый. Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология идентична описанной выше.
Этап третий. Монтаж трубопровода


При прокладке магистрали понадобятся:
- трубы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.
В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Внимание! Труднодоступные участки системы собираются по отдельности.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.



Канализационная система из ПП труб
Как уже отмечалось ранее, трубы из полипропилена сегодня активно используются при обустройстве . Процедура монтажа в данном случае имеет свои нюансы.

Внутренняя канализация
Существует ряд правил, которые нужно соблюдать при оборудовании канализации в доме.
- Трубопровод укладывается под наклоном в направлении канализационного стояка (около 3 см на погонный метр).
- Если помещение не отапливается, то трубы дополнительно утепляются минеральной ватой.
- Нельзя выполнять резкие повороты под углом в 90ᵒ, вместо этого используются так называемые полуотводы.
- Вентиляция фанового типа – обязательная составляющая канализации, которая предотвратит проникновение неприятного запаха в жилище.
- Унитаз подключается лишь после раковины, в противном случае произойдет срыв водяного затвора.
Наружная канализация

Шаг первый. Определяется диаметр труб, зависящий преимущественно от количества людей, проживающих в доме.
Шаг второй. От стояка канализации роется траншея к септику или выгребной яме. При этом соблюдается уклон, зависящий от линии промерзания почвы, или трубопровод утепляется минватой.


Шаг третий. Дно покрывается «подушкой» из песка. Ее толщина должна составлять минимум 20 см.

Шаг четвертый. Прокладывается трубопровод. Важно избегать возможных его провисаний, иначе соединения в скором времени разрушаться.
Внимание! Швы не нуждаются в герметизации, т. к. в ПП трубах наружного применения уже имеются резиновые уплотнители.
Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
- авто- и Ж/Д дорог;
- трубопроводов в подвалы;
- магистралей к рабочим колодцам.
Монтаж ПП трубопровода своими руками поможет существенно сэкономить, но лишь при условии грамотного выполнения.
Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Инструменты для сварки
Аппарат для сварки  Разновидности фитингов для полипропилена Для полноценной работы потребуется следующий список инструментов.
Разновидности фитингов для полипропилена Для полноценной работы потребуется следующий список инструментов.
- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.


- Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи.
- Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот. Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно.
- Отпилите острый кончик утюга для удобства работы у стены.
- Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз.
- Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Видео-урок
Видео-инструкция покажет, как производится сварка полипропиленовых труб.
nn nrn(adsbygoogle = window.adsbygoogle || ).push({});rn
Инструкция по монтажу

- Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу». Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
- Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.
- После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
- Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
- При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
- Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
- На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.
- Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
- Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
- Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
- Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.

Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.
 Ручной труборез
Ручной труборез

Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.
 Шейвер для зачистки кромок от армирования
Шейвер для зачистки кромок от армирования
Соединение металла с полипропиленом

При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений. Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
Полипропиленовые трубы используют в водоснабжении, в оросительных и дренажных системах, отоплении жилищ. Их изготавливают из материала, принадлежащего к классу полиолефинов, что гарантирует экологическую чистоту изделия. Полипропиленовые трубы рассчитаны на долгий срок службы без больших затрат на эксплуатацию. Надежность и долговечность пластиковых трубопроводовзависит не только от правильно подобранного изделия, но и от качества монтажных работ. Желающие произвести монтаж самостоятельно должны знать, как сваривать полипропиленовые трубы, чтобы они служили долго и не доставляли хлопот при эксплуатации. Для тех, кто только собирается освоить этот процесс, поэтапное описание действий прилагается.
- соединяясь при помощи сварки, полипропиленовые трубы образуют монолитные детали, срок службы которых достигает полувека;
- пропускная способность труб в процессе эксплуатации не изменяется;
- изделия обладают высокой устойчивостью к бытовой химии;
- цена на фитинги для полипропиленовых труб на порядок ниже, чем для других пластиковых изделий.
Недостатки полипропиленовых труб связаны в основном с неправильным подбором деталей и некачественным выполнением монтажа.
Какие трубы подойдут именно вам?
Чтобы выбрать полипропиленовые трубы необходимо знать:
- условия, в которых трубы будут эксплуатироваться;
- давление жидкости в системе и ее температуру;
- необходимую пропускную способность изделия, которая определяет рабочий диаметр.
Полипропиленовые трубы имеют специальную маркировку, зависящую от назначения изделия.
- PPH – вентиляция, холодное водоснабжение.
- PPB – системы холодного водоснабжения, отопление.
- PPR– системы горячего и холодного водоснабжения, отопление.
Трубы с маркировкой PPR – универсальны. Поэтому наиболее востребованы. Они имеют высокую устойчивость как к высоким, так и к отрицательным температурам.
Инструменты, которые вам понадобятся
Для сварки необходимы следующие инструменты:
- рулетка;
- маркер;
- ножницы или роликовый труборез для нарезания труб необходимой длины;
- зачистка для армированных труб;
- сварочный аппарат с насадками различного диаметра.

Так выглядит аппарат для сварки полипропиленовых труб
Этапы работ — процесс сварки
Отмерив необходимую длину трубы, делают на ней метку маркером. Труборезом или ножницами обрезают изделие под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.

Трубу обрезают под углом 90º к оси
Край армированного изделия необходимо зачистить, избавившись от верхнего слоя и фольги. Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет соприкасаться с жидкостью. В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.

Край армированных труб зачищают
Для неармированных изделий на конце трубы обозначают глубину сварки, ориентируясь на длину муфты фитинга. Еще одним важным моментом подготовки труб к сварке является обезжиривание поверхности. Обработка места соединения спиртом обеспечит более надежный контакт деталей.
Все свариваемые детали должны быть чистыми. Даже крупица песка, попавшая в шов, может быть причиной порыва трубопровода в дальнейшем.
Подготовка сварочного аппарата
Перед тем как сварить пластиковые трубы, необходимо подготовить сварочный аппарат. Ручной прибор закрепляют на ровной поверхности. Детали аппарата должны быть чистыми и без дефектов. Очищают их при помощи материи смоченной спиртом. Нагревательные элементы надевают при выключенном инструменте. Для оплавления фитинга используют дорн, для оплавления трубы – гильзу.

Время нагрева деталей для сварки определяют по таблице
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
Во время процесса сварки необходимо проводить контроль температуры нагрева аппарата.
Из чего состоит процесс сварки?
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.

После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Чтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Время нагревания фитинга и трубы отсчитывают с момента полной насадки деталей
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.

В процессе соединения деталей запрещается поворот изделий по оси
На готовом соединении деталей не должно быть «наплывов» внутри трубы. Они снижают пропускную способность трубопровода.
После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.
В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.