Kako zavariti polipropilenske cijevi: potrebni alati, koraci, preporuke. Kako zavariti (lemiti) polipropilenske cijevi Kako pravilno zavariti plastične cijevi za grijanje
Temperaturni spoj proizvoda od polipropilena (PP) cijevi provodi se brzo, tvoreći zapečaćeni spoj s dugoročno operacija. Zahvaljujući ovoj značajci, metoda zavarivanja i sami poli propilenske cijevi postali su rašireni među domaćim obrtnicima koji vlastitim rukama postavljaju cjevovode za razne funkcionalne svrhe. Međutim, unatoč prividnoj jednostavnosti, postupak zavarivanja zahtijeva ne samo praktične vještine, već i poznavanje određenih informacija, poput temperature lemljenja polipropilenske cijevi, vrijeme zagrijavanja, vrijeme hlađenja spoja do postizanja pogonske čvrstoće. Kako bismo pomogli onima koji su prvi put odlučili instalirati cjevovod (krug grijanja) s polipropilenskim cijevima vlastitim rukama, članak će odražavati najvažnije informacije o ovom procesu.
Jedan od načina spajanja proizvoda od plastičnih cijevi je hladno zavarivanje. Suština tehnologije je preliminarna primjena posebne tvari na polimerne površine koje se spajaju, koja privremeno kemijski ukapljuje plastiku. Nakon spajanja plastičnih dijelova, materijal dobiva svoju izvornu tvrdoću, ali tijekom tog razdoblja dolazi do hermetički zatvorenog spajanja površina. Hladno zavarivanje nije našao široku primjenu, iako u nekim slučajevima pomaže u lemljenju elemenata cjevovoda teško dostupna mjesta ili gdje nema pristupa izvoru električne energije.
Toplinske metode lemljenja PP cijevi postale su sve raširenije. To uključuje:
- zavarivanje pomoću termoelektričnih spojnica;
- difuzno lemljenje.
Obje metode spajanja proizvoda od polipropilenskih cijevi temelje se na temperaturnom taljenju spojnih površina s njihovim naknadnim stapanjem tijekom procesa hlađenja. Razlika je samo u tehnološkom pristupu. Pogledajmo detaljnije svaku od metoda.
Lemljenje termoelektričnim spojnicama

Takvi spojni elementi za izradu spojeva između sekcija PP cjevovoda izvedeni su na način da njihovo tijelo sadrži zavojnice grijaće zavojnice, koja se proteže na vanjsku površinu s električnim stezaljkama. Kada električna struja prolazi kroz spiralu, unutarnja površina termoelektrične armature pretežno se zagrijava do određene temperature, što pridonosi taljenju plastičnih površina s njihovim naknadnim pouzdanim spajanjem.
Upotreba termoelektričnih armatura za izgradnju cijevnih komunikacija u kućanstvu je ograničena. Razlozi za to su visoki troškovi spojnih elemenata, potreba za kupnjom skupe opreme i dostupnost posebnih znanja koja omogućuju vješto lemljenje na ovaj način. Osim toga, za lemljenje cijevi malog promjera (16, 20, 25, 32 mm), koje se uglavnom koriste za cjevovode u kućanstvu, postoji jednostavniji, jeftiniji i pouzdan način zavarivanje polipropilena, o čemu će biti riječi u nastavku. Pomoću termoelektričnih armatura spajaju se veliki cjevovodi (velikog promjera), a radove izvode specijalizirane organizacije koje imaju pristup ovoj vrsti djelatnosti.
Difuzno zavarivanje PP proizvoda
To je upravo metoda lemljenja koja se široko koristi za ugradnju kućanskih polipropilenskih komunikacija. Tehnologija se temelji na istovremenom temperaturnom topljenju spojnih površina nakon čega slijedi njihovo čvrsto spajanje. Molekule rastaljenog polimera prodiru jedna u drugu (difuziraju), tvoreći kontinuirani monolitni spoj.
Za topljenje polimernih površina spojnih dijelova (cijevi i spojnica) koristi se posebno električno lemilo. Uređaj ima izbočinu u obliku mača (u nekim modelima cilindričnu), koja je grijaći element. U kompletu lemilice nalaze se dvostrane mlaznice za određene veličine cijevi i pripadajući spojni dijelovi koji se postavljaju na grijani rub.
Moguće je istovremeno instalirati nekoliko mlaznica ako trebate raditi s dijelovima PP cjevovoda različite sekcije. Uređaj za grijanje opremljeno graduiranim termostatom koji omogućuje podešavanje potrebne temperature mlaznica i svjetlima koja pokazuju da je lemilo spojeno na električnu mrežu i spremno za upotrebu. Mlaznice za topljenje plastičnih proizvoda presvučene su teflonskim slojem koji sprječava lijepljenje rastaljenog polimera.
Prednosti zbog kojih je metoda difuznog lemljenja PP cijevi postala popularna su sljedeći čimbenici:
- niske cijene opreme i materijala (cijevi, spojni i prijelazni elementi);
- mogućnost formiranja zapečaćenih, izdržljivih spojeva cjevovoda;
- jednostavnost i velika brzina sastavljanja krugova kućanskih cijevi vlastitim rukama bilo koje složenosti i konfiguracije;
- sposobnost istodobnog rada s povezanim elementima različitih promjera.
Tehnički parametri lemljenja PP proizvoda

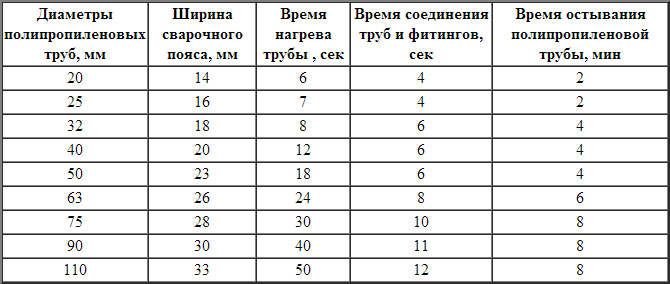
Osim praktičnih nijansi koje dolaze s iskustvom rada vlastitim rukama, pri izvođenju difuznog zavarivanja važno je pridržavati se nekih tehnoloških zahtjeva koji vam omogućuju dosljedno postizanje pouzdane veze elemenata cjevovoda. To uključuje vrijeme zavarivanja polipropilenskih cijevi, razdoblje njihove fiksne fiksacije nakon umetanja cijevi u fiting, vrijeme hlađenja i neke druge parametre koji se razlikuju za proizvode različitih promjera. Ispod je tablica za cijevi s poprečnim presjekom koji se najčešće koriste za distribuciju vode u kućanstvu i krugove grijanja.
| Presjek, mm | Dubina sadnje, mm | Razdoblje grijanja, sekunde | Razdoblje nepomične fiksacije, sekunde | Razdoblje hlađenja, sekunde |
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 3 |
| 40 | 20 | 12 | 8 | 4 |
Vrijeme zagrijavanja i drugi Tehničke specifikacije procesi navedeni u tablici vrijede pri zagrijavanju polipropilenskih dijelova na 260-280˚C i temperaturu okoliš u rasponu od 15˚S do 20˚S.
Alati potrebni za lemljenje PP cjevovoda

- električno lemilo s priloženim setom dvostranih vrhova različitih promjera (16, 20, 25 mm);
- rezač cijevi (specijalne škare za cijevi);
- turpija za čišćenje neravnina i hrapavosti na odrezanom kraju cijevi;
- mjerna građevinska traka;
- marker.
Od materijala koji nisu cijevi potrebnog promjera, spojni i zaporni ventili, prijelazni elementi, trebat će vam krpe od prirodne tkanine (lan, pamuk) i tekućina za odmašćivanje (white spirit, etilni alkohol, aceton).
Skuhavši potrebne materijale i alata, možete pristupiti praktičnoj provedbi procesa zavarivanja PP cjevovoda, na temelju dolje navedenih uputa.
Učinite sami lemljenje proizvoda od polipropilenskih cijevi, upute

- Električno lemilo je ugrađeno u priloženi tronožac i opremljeno je potrebnim dvostranim mlaznicama za rad, koje se tretiraju postojećom tekućinom za odmašćivanje. Uređaj za zagrijavanje polipropilena se priključuje na napajanje (svijetli crvena lampica), a gumbom termostata podešava se potrebna temperatura lemljenja (260-280˚C). Kada lemilo postigne zadanu temperaturu, upalit će se zelena signalna lampica.
- Pomoću mjerne trake mjeri se dio polipropilenske cijevi potrebne duljine, markira se markerom, prema kojem se izrađuje rez. Da biste to učinili, cijev se postavlja na podnožje rezača cijevi (oznaka je postavljena u sredini), nakon čega se oštrica spušta. Napravivši utor na vrhu, alatom se vrši kružno kretanje. Rezni rub se čisti od neravnina i neravnina turpijom, nakon čega se spojne površine čiste od prašine i odmašćuju.
- Na površini PP cijevi napravljena je oznaka koja odgovara dubini sadnje (vidi tablicu), na primjer 14 mm od kraja za proizvod promjera 20 mm. To je neophodno tako da prilikom umetanja cijevi nakon zagrijavanja u priključak, njezin kraj ne prolazi kroz restriktivnu izbočinu, što može dovesti do kritičnog suženja lumena cijevi. Osim toga, napravljena oznaka pomoći će pronaći njihov točan aksijalni položaj prilikom spajanja elemenata.
- Pripremljeni i odmašćeni elementi koji se spajaju spajaju se na mlaznicu odgovarajućeg promjera. Manipulacija može zahtijevati fizički napor (to je normalno). Kako bi se olakšao postupak, dopušteni su manji rotacijski pokreti. Prije spajanja na mlaznicu za grijanje polipropilenskih proizvoda preporuča se nositi radne rukavice. To će vas zaštititi od opeklina u slučaju slučajnog dodira s mlaznicom i olakšat će radni proces. Preporuča se prvo staviti fiting, a zatim umetnuti cijev, budući da spojni element debljih stijenki ima veću inerciju zagrijavanja. Dijelove za spajanje morate ukloniti obrnutim redoslijedom - prvo cijev, a zatim fiting.
- Na kraju razdoblja grijanja navedenog u gornjoj tablici, elementi koji se spajaju uklanjaju se iz mlaznice, nakon čega se kraj cijevi vlastitim rukama umetne u rupu spojnog elementa na izmjerenoj udaljenosti. U ovom slučaju je kontraindicirano izvoditi rotacijske pokrete (oštro smanjuje kvalitetu veze). Nakon što ste umetnuli cijev do oznake, trebali biste fiksirati oba dijela nepomično jedan u odnosu na drugi na razdoblje koje nije kraće od navedenog u tablici. Nakon potpunog hlađenja spoj je spreman za ispitivanje pod radnim opterećenjem.
Stoga je potrebno lemiti polipropilenske cijevi difuznom metodom nakon zagrijavanja posebnim lemilom. Pridržavajući se pravila navedenih u priloženim uputama, moći ćete vlastitim rukama postići stvaranje pouzdanih spojeva PP cjevovoda. Sljedeći video pomoći će vizualno poduprijeti teorijske izračune
U ovom članku ćemo opisati kako zavariti polipropilenske cijevi i koji set alata ćete morati nabaviti za to.
Spajanje PP cijevi provodi se metodom difuzijskog zavarivanja, što uključuje omekšavanje krajeva cijevi pod utjecajem određene temperature. Zagrijavanje se postiže djelovanjem električne energije. Prvo se sami dijelovi aparata za zavarivanje zagrijavaju na potrebnu temperaturu, zatim se na njih neko vrijeme stavljaju elementi za spajanje, a nakon topljenja ti se dijelovi međusobno spajaju.
Važno je napomenuti da se zavarene cijevi ne bi trebale razlikovati u svojim svojstvima.
Nije teško zavariti propilenske cijevi što je bolje moguće, glavno je izvršiti sljedeće korake:
- Zagrijati se uređaj za zavarivanje, cijevi i fiting do 260 ºC.
Upamtite da je 260 ºC točka taljenja PP fitinga i cijevi.
- Postavite fiting na cijev točno duž jedne osi.
- Pričekajte nekoliko sekundi, nakon čega se veza smatra zavarenom, čime se formira jedan element.

Rezultirajuća gotova veza je besprijekorna, budući da se pri zavarivanju strukture dva elementa kombiniraju, tvoreći pojedinačni komad. Stoga je polipropilensku cijev lako zavariti na najbolji mogući način, dobivajući visokokvalitetnu vezu.
Alati za zavarivanje PP cijevi
Prije zavarivanja polipropilenskih cijevi, na primjer za vodoopskrbni sustav, morate nabaviti standardni popis alata.
Set bi se trebao sastojati od:
- izravno, lemilo;
- rulet;
- škare;
- pričvrsni vijci za pričvršćivanje mlaznica na lemilo;
- razina zgrade;
- predložak za provjeru rupa;
- šesterokut.
Aparat za zavarivanje može imati snagu do 1,5 kW, dok se napaja iz mreže od 220 volti. Njegova mala težina olakšava prenošenje s mjesta na mjesto, a zahvaljujući ergonomskoj ručki, lemilom se lako rukuje u mnogim položajima.

Kao i mnogi drugi slični uređaji, lemilo ima prekidač i termostat, koji omogućuje kontrolu temperature na 260 ºC.
Odmah po paljenju na lemilici svijetli crvena LED dioda koja se gasi odmah po postizanju potrebne temperature. Ovo je signal da možete početi koristiti alat.
Raznolikost dodataka
Dijelovi koji dodirom izravno zagrijavaju površine cijevi i spojnih dijelova su mlaznice. Standardni set, u pravilu, sadrži mlaznice čiji poprečni presjeci variraju od 16 do 40 mm.
Nestandardne, velike mlaznice uvijek se mogu dodatno kupiti u odgovarajućim trgovinama.
Teflonski premaz sprječava lijepljenje rastaljene plastike na aparat za zavarivanje. Istodobno, površina takvih mlaznica ima blagotvoran učinak na plastiku, pružajući visokokvalitetnu vezu. Međutim, ne zaboravite uvijek održavati teflonski premaz mlaznica čistim.

Mlaznica se sastoji od dva elementa:
- element s rupom - za umetanje u PP cijev;
- element u obliku izbočenog cilindra - za stavljanje okova.
Spojnica i cijev se navlače uz malo napora, nakon čega se zagrijavaju na 260 ºC, pri čemu se zagrijava unutarnja površina spojnice, a vanjska površina cijevi. Dodaci su pričvršćeni isporučenim vijcima.
Važno je napomenuti da se tijekom korištenja lemilice vijci mogu olabaviti, pa ih je potrebno s vremena na vrijeme zategnuti.
Za zatezanje vijaka, komplet uključuje poseban odvijač ili šesterokut. Vrijedi instalirati mlaznice samo prije nego što se uređaj počne zagrijavati, a zamijeniti ih pod toplinom samo u posebnim slučajevima.
Rezanje cijevi prije zavarivanja
Prije zavarivanja polipropilenskih cijevi potrebno ih je izrezati na potrebne duljine. Ako poprečni presjek cijevi ne prelazi 32 mm, trebat će vam škare s oštricama od visokokvalitetnog čelika. Obično dolaze s jednogodišnjim jamstvom sve dok se koriste za namjeravanu svrhu.

Vrijedno je napomenuti da na tržištu možete pronaći škare koje vam omogućuju rezanje cijevi s presjecima do 63 mm, a cijevi čiji promjer prelazi ovaj prag uvijek se mogu rezati pilom za metal.
Redoslijed zavarivanja PP cijevi
Da biste bolje razumjeli kako pravilno zavariti polipropilenske cijevi, trebali biste detaljnije pogledati redoslijed pripreme lemilice za rad.
Faze će biti sljedeće:
- Spojite uređaj na mrežu - indikator napajanja i regulator temperature će zasvijetliti.
- Dok je indikator termostata uključen, možete ocijeniti da je proces zagrijavanja u tijeku; taj proces obično traje 10-12 minuta.
- Prvo zagrijavanje troši više električne energije - mlaznice će doseći temperaturu od 300-320 ℃. Ako ga odmah počnete koristiti, plastika se neće deformirati kako bi trebala.

U tom smislu, trebali biste pričekati dok indikator grijanja ne zasvijetli i ponovno se ugasi. Tek nakon toga možete nastaviti s zavarivanjem PP cijevi vlastitim rukama.
Zavarivanje se izvodi u sljedećem redoslijedu:
- Cijev se postavlja u odgovarajuću mlaznicu.
- Okov se postavlja na cilindrično izbočenje na suprotnoj strani. U oba slučaja morat ćete primijeniti blagi pritisak.
- S obje ruke se ta dva elementa drže u tom položaju onoliko dugo koliko to tehnologija zahtijeva.

Trajanje zagrijavanja, naknadno vrijeme za spajanje konstrukcija i hlađenje, određeno je poprečnim presjekom polipropilenske cijevi i dubinom zavarivanja. Približne vrijednosti uvijek se mogu pronaći u odgovarajućim referentnim tablicama.

Prilikom zavarivanja polipropilenskih cijevi treba imati na umu sljedeće nijanse:
- Gotova veza će postići maksimalnu pouzdanost samo ako se strogo poštuju preporuke za trajanje grijanja.
- Dugotrajno nekontrolirano zagrijavanje može uzrokovati topljenje polipropilena i oštetiti zavarene elemente.
- Zagrijavanje, čije trajanje ne odgovara tablici, i bit će manje, uzrokovat će nedovoljno topljenje elemenata. Rezultat je nepropusna veza i curenje neko vrijeme nakon što sustav počne raditi.

Prilikom zavarivanja PP cijevi ne smijete:
- ubaciti dijelove različite strane, osim osi za stavljanje i skidanje elemenata;
- odmah nakon spajanja dijelova pokušajte poboljšati njihov položaj - to će smanjiti promjer protoka na mjestu spajanja;
- pokušajte promijeniti oblik cijevi (zavoj) kada se spoj hladi.
Iznad smo dali informacije o tome kako pravilno zavariti polipropilenske cijevi vlastitim rukama. Iz onoga što smo pročitali možemo zaključiti da u ovom procesu nema ništa teško. Osnovno pravilo je pripremiti potreban alat i izvesti zavarivanje prema razvijenoj tehnologiji i uputama, jasno prateći vrijeme zagrijavanja aparata, elemenata i naknadnog spajanja.
Kako zavariti polipropilenske cijevi: kako zavariti, uradi sam zavarivanje PP-a, kako pravilno zavariti propilenske cijevi
Kako zavariti polipropilenske cijevi: kako zavariti, uradi sam zavarivanje PP-a, kako pravilno zavariti propilenske cijevi
Kako zavariti polipropilenske cijevi. Odabir prema vrsti polimera, radnom tlaku i ojačanju. Montaža cjevovoda, obrada i rezanje, skidanje izolacije
Polipropilen, koji se relativno nedavno pojavio na tržištu, brzo je osvojio tople simpatije vodoinstalatera i njihovih klijenata, prvenstveno vlasnika privatnih kuća. Moramo shvatiti koje kriterije treba koristiti za odabir i kako pravilno zavariti polipropilenske cijevi. Članak je prvenstveno namijenjen početnicima koji tek pobliže proučavaju neobičan materijal.

Ugradnja polipropilenskog vodovoda.
Krenimo od nabave. Dakle, u trgovini smo; na zaslonu postoji nekoliko vrsta polipropilena, koji se razlikuju po cijeni po dužnom metru i nekim čudnim simbolima u označavanju. Što prvo tražiti?
Vrsta polimera
- Ako birate cijevi za opskrbu hladnom vodom, obratite pozornost na proizvode s oznakom PPH.
- Polipropilen s oznakom PPB i PPR (PPRC) prikladan je za opskrbu toplom vodom i grijanje.
Napomena: namjerno ne pružamo puna imena odgovarajući homo- i kopolimeri.
Za čitatelja koji odabire materijale za obnovu stana ili kuće, ove su informacije očito suvišne.
Njegova standardna vrijednost u kgf/cm2 (atmosfere) naznačena je nakon slova PN u oznaci. Varira od 10 do 25 atmosfera. Čini se da je gornja vrijednost očito pretjerana, jer tlak u vodoopskrbnim cjevovodima i grijaćim mrežama, a da ne spominjemo autonomne sustave, ne prelazi 6-7 kgf / cm2.
Međutim, ovdje postoje dvije nijanse:
- U centraliziranim sustavima opskrbe toplinom i vodom uvijek postoji mogućnost vodenog udara. Kada se odbačeni cjevovod brzo napuni ili kada se ventil s vijčanim ventilom otkine na prednjoj strani udarnog vala koji nastaje u tekućem mediju, tlak može doseći 20-25 kgf/cm2.

Jedan od mehanizama za nastanak vodenog udara.
- Kako se temperatura povećava, mehanička čvrstoća polipropilena se smanjuje. Radni tlak specificirao je proizvođač za sobna temperatura(+20 C); na +90 C, sasvim moguće u sustavu centralnog grijanja, najveći dopušteni tlak će pasti na 7 atmosfera.
Pojačanje
Za distribuciju hladne vode koristi se polimer bez armature. Temperatura je daleko od kritične i, što je još važnije, stabilan, što podrazumijeva niske zahtjeve za mehaničku čvrstoću i koeficijent linearnog širenja pri zagrijavanju. Otuda minimalna cijena odgovarajućih cijevi.
Međutim, pri visokim temperaturama transportiranog medija javljaju se dva tehnička problema:
- Približavanje vrelištu vode dovodi do kritičnog pada čvrstoće plastike.
- Temperaturne fluktuacije u rasponu od sobne temperature do 80-95 C dovode do kontinuirane promjene linearnih dimenzija cijevi.
Problem se djelomično rješava uvođenjem armirajućeg sloja u polimer.
U prodaji možete pronaći materijal s dvije vrste armature:
- Aluminijska folija. Ljepljen je između slojeva polimera (otprilike u sredini zida ili bliže njegovoj vanjskoj površini).
- Vlakna (sjeckana stakloplastika). Sloj polimera pomiješanog s vlaknima spojen je između vanjskog i unutarnjeg sloja čistog polipropilena.

Ojačanje vlaknima i aluminijem.
Svaka vrsta armature ima svoje prednosti i nedostatke.
Instalacija cjevovoda
Dakle, kako kuhati polipropilenske cijevi?
Alat
Počnimo s pripremom alata.
- Niskotemperaturno lemilo sa setom mlaznica odgovarajućeg promjera.
Savjet: u prodaji možete pronaći lemilice s kontrolom temperature.
Regulator bi nam trebao omogućiti postavljanje optimalnih 240 - 260 stupnjeva za naše potrebe.
- Škare za rezanje polipropilena. Često dolaze u kompletu s lemilom.

Kompletan set alata za rad s polipropilenom.
- Nož za skošenje cijevi.
- Kod rada s cijevima ojačanim aluminijem koristite tzv. skidač (brijač) za vanjski položaj armaturnog sloja i trimer za unutarnji (u sredini zida). Alati su dostupni u obliku nastavka za bušilicu i za ručno čišćenje.
Rezanje, čišćenje
Upute za rezanje ne sadrže nikakve tajne: cijev je označena uzimajući u obzir njezino uranjanje u armature i odrezana škarama. Zatim se s njegove vanjske strane uklanja skošenje.
Skidanje aluminijske folije izvodi se s nekoliko okretaja brijača/rezača. Cilj je spriječiti kontakt aluminija s vodom. Pod određenim okolnostima (osobito ako u krugu postoji bakar, s kojim aluminij tvori galvanski par), folija može korodirati, što će dovesti do već spomenutog raslojavanja cijevi s katastrofalnim padom čvrstoće spoja. .

Čišćenje ručnim aparatom za brijanje.
Spoj
Kako pravilno zavariti polipropilenske cijevi vlastitim rukama pomoću lemilice?
- Na grijač je postavljena mlaznica odgovarajućeg promjera.
- Alat se zagrijava do normalne temperature.
- Unutarnja površina priključka naglavka i vanjska površina dijela cijevi su istovremeno poravnate s mlaznicom.
- Nakon što se polimer otopi, dijelovi se spajaju u glatkom translatornom kretanju i drže u statičkom položaju dok se talina ne stvrdne. Okreti su neprihvatljivi: oni će stvoriti "val" na otopljenim površinama. što će dramatično oslabiti vezu.

Cijev i fiting se kombiniraju u translatornom kretanju bez okretanja.
Koliko vremena treba da se zagrije i stegne? Odgovor ovisi o promjeru cijevi:
Alati za zavarivanje polimera su jeftini; međutim, najekonomičniji čitatelji još uvijek mogu imati predvidljivo pitanje: kako zavariti polipropilenske cijevi bez lemilice?
Ako je promjer cjevovoda mali, može se zamijeniti plinski plamenik, sastavljen na koljenu iz spreja i dodatak za njega. U plamenu plamenika istovremeno se rastale obje površine koje se zavaruju; daljnje operacije se ne razlikuju od gore razmotrenog slučaja. Nedostatak ove metode je da je bez dugog treninga teško postići ravnomjerno taljenje dijelova.

Također možete zavarivati dijelove na plinskom plameniku.
Opća pravila
Prilikom postavljanja polipropilenskih sustava tople vode i grijanja, morate uzeti u obzir glavna značajka plastika - značajno linearno širenje pri zagrijavanju.
- Stezaljke na dugim dijelovima ne bi trebale spriječiti kretanje cjevovoda duž vlastite osi.
- Kod polaganja u utore, između cijevi i kraja utora mora se ostaviti slobodan prostor (0,5 - 1 cm).
- Ravne dionice dulje od 3 metra opremljene su kompenzatorima u obliku prstena ili U.

Fotografija prikazuje prstenaste dilatacijske spojeve na usponima.
Kako pravilno zavariti polipropilenske cijevi: je li moguće zavariti bez lemilice, video i fotografije
Kako pravilno zavariti polipropilenske cijevi: je li moguće zavariti bez lemilice, video i fotografije
Kako pravilno zavariti polipropilenske cijevi i fitinge
Kako zavariti polipropilenske cijevi, kako ih pripremiti za to. Značajke veza na teško dostupnim mjestima.
 Polipropilenske cijevi
Polipropilenske cijevi

Tijekom procesa popravka, stari cjevovod se sve više zamjenjuje polipropilenskim cijevima. To je zbog njihove otpornosti na trošenje, dugog vijeka trajanja i otpornosti na koroziju. Jednostavnost i lakoća ugradnje omogućuje zamjenu vodovoda, grijanja ili kanalizacije vlastitim rukama. Dovoljno je imati poseban stroj za zavarivanje, set spojnica i same cijevi.
Kako zavariti polipropilenske cijevi vlastitim rukama
Tehnologija zavarivanja polipropilenskih cijevi naziva se spajanje ili zavarivanje utičnicom. Cijevi se spajaju ne spojem na spoj, već uz pomoć spojnica - dodatnih vodiča, koji se koriste za lemljenje rubova cijevi na temperaturi od 260 stupnjeva.
Rezanje i obrada plastičnih cijevi
Prilikom postavljanja plastičnog cjevovoda potrebno je rezati polipropilenske cijevi u sredini ili na krajevima kako bi se prilagodile veličini i spojile jedna s drugom. Postoji nekoliko metoda rezanja - za svaku je potreban poseban alat:
- Rezač cijevi na baterije je škara opremljena električnim pogonom. Velika brzina podrezivanje im je glavna prednost. Na svaku cijev ćete potrošiti oko 5 sekundi. Loša strana su ograničenja promjera rezanog obratka.
- Rezač cijevi valjkastog tipa - princip rada alata nalikuje radu ključa za šavove za očuvanje. Rez alatom je gladak, bez poderanih rubova. Oni naprave nekoliko okretaja oko cijevi, zatim zategnu valjak od tvrde legure i okrenu ga još nekoliko puta. Loša strana je što se ne može koristiti ako je cijev uza zid i ne može se ukloniti.
- Profesionalne škare za rezanje plastičnih cijevi - sastoje se od gornjeg oštrog noža i donjeg držača. Uređaj je jednostavan za korištenje - označite željenu duljinu na cijevi, postavite je između oštrica i odrežite. Rub će biti gladak, bez mrvica ili ostataka.
- Električna ubodna pila je prikladna metoda, ali može dati blagi skos, pa se cijev reže okretanjem nekoliko puta.
- Brusilica bilo koje snage - režite plastiku bez snažnog pritiska, koristite metalni disk.
Nakon obrezivanja, kraj polipropilenske cijevi se obrađuje brusni papir kako biste uklonili sve moguće neravnine i zaglavke.
Kako pripremiti aparat za zavarivanje
- Stroj za zavarivanje mora biti instaliran na posebnom postolju - stezaljci.
- Uvjerite se da kontaktne površine uređaja nisu prljave. Ako se na njih zalijepe višak čestica ili prašina, očistite teflonski sloj grubom krpom namočenom u alkohol.
- Postavite senzor temperature na 260 stupnjeva.
- Spojite aparat za zavarivanje na električnu mrežu i pritisnite gumb za napajanje.
- Zagrijavanje se događa ne više od 15 minuta, ovisno o temperaturi okolnog zraka.

Temperatura lemljenja i vrijeme zagrijavanja dijelova. Stol
Nakon rezanja i označavanja, cijevi su spremne za zavarivanje. Možete prijeći na sljedeću fazu - zagrijavanje dijelova.
Upute “Kako pravilno kuhati” plastične cijevi»
Na početku rada odlučite gdje će biti postavljen cjevovod. Unaprijed napravite plan kako biste izbjegli zavarivanje dijelova u hodu ili na teško dostupnim mjestima. Mnogo je lakše sastaviti strukturu od polipropilenskih cijevi na stolu, tako da kasnije, bez ikakvog napora poseban napor, pričvrstite ga na za to predviđeno mjesto.
- Uključite uređaj i zagrijte ga na preporučenu temperaturu. Ako ga koristite prvi put, nakon zagrijavanja pričekajte još 5 minuta prije početka procesa rada.
- Istovremeno umetnite priključak i kraj plastične cijevi u mlaznicu za zavarivanje. Moraju biti postavljeni u istoj ravnini. Uzimajući u obzir promjer cijevi, dodajte temperaturu i držite vrijeme navedeno u tablici.
- Kada se elementi zagriju, uklanjaju se iz aparata za zavarivanje i trenutno spajaju. Zatim držite nepomično preporučeno vrijeme.
- Odmah nakon hlađenja, cjevovod se može koristiti za namjeravanu svrhu.
Nakon lemljenja sklop se provjerava na prohodnost upuhivanjem zraka ili propuštanjem vode.
Tehnologija zavarivanja PVC polipropilenskih cijevi
Rad s polipropilenskim cijevima zahtijeva pridržavanje nekih preporuka. Ispravno postavljena veza je nepropustna i može izdržati visoki tlak.
Zavarivanje na negativnim temperaturama
Teško za nabaviti dobra kvaliteta zavarivanje pri niske temperature. Proizvođači polipropilenskih cijevi ne preporučuju zavarivački radovi pri temperaturama zraka ispod +5 stupnjeva. Na temperaturama ispod 0, plastika postaje krta i lemljenje možda neće biti hermetično. To će dovesti do curenja ili puknuća cjevovoda. U hladnoj sezoni mjesto na kojem se izvodi zavarivanje zagrijava se - postavlja se šator s toplinskim pištoljem.
Je li moguće kuhati proizvode različitih proizvođača?
Proizvođači plastičnih cijevi naglašavaju da se proizvodi od polipropilena različitih marki ne mogu lemiti. Cijevi i spojni dijelovi različitih proizvođača mogu se razlikovati u nekoliko aspekata:
- tolerancija promjera;
- stopa omekšavanja;
- nijanse boja.
Pokušaj spajanja različitog Tehničke specifikacije materijala dovodi do poteškoća tijekom instalacije i uzrokuje kvar cijele strukture.
Sučeono zavarivanje proizvoda velikog promjera
Prilikom polaganja cjevovoda, plastične cijevi velikog promjera (od 63 mm) zavarene su jedna do druge. Ova metoda temelji se na zagrijavanju i taljenju krajeva cijevi, te njihovom naknadnom spajanju dovoljnom snagom.
Važno je da krajevi obratka budu savršeno ravni. Time je moguće dobiti lem maksimalne čvrstoće, jednodijelni i sposoban za rad pod visokim pritiskom.

Lemljenje spojeva fitinga i cjevovoda
Polipropilenske cijevi promjera do 40 cm zavarene su posebnim ručnim uređajem. Sastoji se od uređaja za centriranje i dodataka za pričvršćivanje izradaka. Krajevi odrezanog dijela cijevi čiste se turpijom ili brusnim papirom. Aparat se zagrijava, dijelovi budućeg cjevovoda se zabijaju u njega i lemljuju. Svi pokreti se izvode brzo i jasno, dok se materijal ne zagrije do željenog stanja.
Imajte na umu da kada koristite utičnicu ili spojnicu, vanjski promjer cijevi mora biti veći od unutarnjeg promjera negrijanog priključka.
Nakon zavarivanja održavajte vrijeme predviđeno za hlađenje, nemojte pomicati niti prevrtati elemente kako biste izbjegli deformacije.
Kako kuhati ojačane cijevi
Ojačane cijevi koriste se u sustavima grijanja, postavljanju "toplih podova" i opskrbi toplom vodom. Prije početka rada s armiranim polipropilenskim cijevima, priprema se - aluminijski sloj se čisti brijačom. To je neophodno kako bi tijekom rada u kontaktu s vodom aluminijska folija nije srušio i struktura nije procurila.
Spojnica je veličine u koju cijev može stati bez gornjih slojeva.
Zavarivanje plastičnih cijevi industrijskim sušilom za kosu
Industrijski sušilo za kosu za zavarivanje polipropilenskih cijevi koristi se u nekoliko slučajeva:
- za spajanje dvaju dijelova cijevi;
- za izradu oblikovanih dijelova;
- za montažu koljena od pojedinačnih elemenata.
Prilikom lemljenja plastike, građevinski sušilo za kosu opremljeno je reflektorom - mlaznicom s posebnim premazom na koji se rastaljeni materijal neće lijepiti.
Nakon postavljanja sušila za kosu na površinu stola, postavite ga na minimalni protok zraka. Mlaznica se zagrijava na određenu temperaturu i na nju se pritišću krajevi obaju plastičnih dijelova. Odmah nakon što polipropilen omekša, cijevi se spajaju jedna s drugom.
Kombinirani dijelovi se drže u ovom položaju do 30 sekundi. Ovo vrijeme je dovoljno da se zalijepe i stvrdnu.
Kao rezultat zavarivanja građevinski sušilo za kosu veza je jaka i pouzdana.
Zavarivanje cijevi na nezgodnom mjestu
Mnogo je lakše lemiti cijevi na ravnim dionicama nego na teško dostupnim mjestima. Kako biste izbjegli neugodne trenutke tijekom postavljanja cjevovodnog sustava, najbolje ga je sastaviti na površini stola. Postoje trenuci kada trebate lemiti cijevi na neprikladnom mjestu - u blizini radijatora, ispod stropa, uza zid ili na uglovima. Na samoinstalacija Ne možete bez još jednog para ruku.
Možete započeti zavarivanje sklopa na težini kada su svi elementi cjevovoda sastavljeni. Obično je potrebno pri povezivanju konstrukcijskih elemenata s baterijama i otvorima za dovod vode. Ovdje vam je svakako potreban pomoćnik koji će držati aparat za zavarivanje dok spajate dijelove. Ako vaš partner ima određene vještine, možete izvoditi manipulacije jednu po jednu.
Nijanse lemljenja polimernih cijevi vlastitim rukama
Postoje mnoge točke koje treba uzeti u obzir pri radu s polipropilenskim cijevima. Nepoštivanje istih dovodi do smanjenja kvalitete spojeva fitinga i cijevi, curenja i blokade sustava.

8 grešaka pri zavarivanju plastičnih cijevi
- Odstupanje od pravila ugradnje za PP proizvode. Ako cijev nije umetnuta u spojnicu do kraja i između njihovih stijenki nastane razmak, tada uobičajena opterećenja za takav spoj mogu biti previsoka, što će neizbježno dovesti do curenja.
- Snažan pritisak prilikom povezivanja elemenata. Prilikom umetanja rastaljenog ruba cijevi u priključak, tlak bi trebao biti minimalan. Prekomjerna primijenjena sila dovodi do stvaranja taljenja plastike unutar cijevi, blokirajući je ili smanjujući propusnost.
- Neispravno odabran materijal. Struktura izrađena od nekvalitetnih plastičnih cijevi, čak i uz vještu ugradnju, neće dugo trajati. Kupujte proizvode od polipropilena samo od provjerenih dobavljača i dobre marke.
- Spajanje cijevi različitih proizvođača. Bez obzira na kvalitetu plastičnih cijevi, nemoguće je spojiti elemente različitih proizvođača.
- Uklanjanje taline tijekom procesa zavarivanja. To se ne preporučuje - svako pomicanje prije nego što se plastika stvrdne dovest će do još veće deformacije.
- Spor tempo rada. Nakon zagrijavanja, polipropilen se hladi za nekoliko sekundi, stoga je vrlo važno ne ometati se i spojiti dijelove preciznim pokretima unutar zadanog vremena.
- Prljavi aparat za zavarivanje. Prije početka rada potrebno je provjeriti teflonsku površinu uređaja i po potrebi očistiti od zalijepljenih plastičnih ostataka ili prljavštine.
- Preostala tekućina u cijevi. Nemojte dopustiti da voda uđe u cijev; kada se zagrije, kapi će se pretvoriti u paru i veza će izgubiti snagu.
Kada radite s polipropilenskim cijevima, ne zaboravite da grijani materijal ima vrlo visoku temperaturu. Poduzmite mjere opreza: nosite ogrtač i debele rukavice kako biste zaštitili kožu u slučaju kontakta s vrućom plastikom.
Nijedan popravak ili izgradnja nije potpun bez ugradnje plastičnih cjevovoda. Obavite sve radove prema uputama i polipropilenske cijevi će služiti dugo i pouzdano.
Zavarivanje polipropilenskih cijevi: video upute, temperatura i vrijeme zagrijavanja, tehnologija lemljenja, kako pravilno zavariti plastične spojnice
Kako zavariti polipropilenske cijevi, kako ih pripremiti za to. Značajke veza na teško dostupnim mjestima.
Polipropilenske cijevi: kako odabrati i pravilno zavariti
Vrste lemljenja polipropilenskih cijevi
Polipropilenske cijevi naširoko se koriste u instalaciji sustava vodoopskrbe i grijanja za kuće, u kemijskoj i Industrija hrane. Ispravno upravljani sustavi mogu trajati više od 50 godina na temperaturama u rasponu od -10° do +95°C.

Tablica vremena zavarivanja polipropilenskih cijevi.
Polipropilenske cijevi koriste se u gotovo svim područjima života zbog pouzdanosti i ekološke prihvatljivosti instalacijskih sustava.
Bez posebna oprema ugrađuju se u kanalizacijske sustave. U sustavima vodoopskrbe cijevi se sastavljaju difuzijskim zavarivanjem pomoću spojnih i navojnih spojnica: spojnica, T-ceva, kutova. Uz njihovu pomoć, polipropilenski dijelovi se lako spajaju na vodovodne instalacije i čelične armature.
Istodobno treba istaknuti sigurnost tehnološkog procesa.
Zavarivanje naglavkom ili naglavkom koristi se za zavarivanje cijevi promjera do 63 mm pomoću spojnice. Navojni i drugi spojevi spajaju se pomoću spojnica s raširenim spojnicama.
Prirubnički spoj je složena verzija sklopivog spoja polipropilenskih cijevi promjera većeg od 63 mm, koji se može izvesti profesionalnom opremom.
Karakteristike aparata za zavarivanje

Dijagram ugradnje polipropilenskih cijevi.
Zavarivanje se izvodi pomoću ručnih specijalnih lemilica za polipropilenske elemente sustava, koje možete držati u rukama ili postaviti na radni stol. Kada je lemilo uključeno, crveni indikator počinje svijetliti i gasi se kada radna temperatura dosegne 260°C.
Snaga uređaja može biti različita (600 W - 1500 W), što je zbog promjera polipropilenskih cijevi. Što je veći promjer cijevi, to je snažniji uređaj potreban za zavarivanje.
Aparat za zavarivanje radi iz električne mreže s naponom od 220 volti.
Važan dio aparata za zavarivanje su uparene mlaznice za zavarivanje promjera 20 - 40 mm. To su grijaći elementi koji tope vanjske površine krajeva dijelova. Unutarnja površina Utičnica spojnih dijelova zagrijava se pomoću trna. Priključci su presvučeni teflonom, materijalom protiv lijepljenja, koji se mora održavati netaknutim i čistim. Ovo stanje se održava uz pomoć drvenih strugala i ceradnih krpa nakon završetka svakog lemljenja, kada su mlaznice još vruće.
Materijali i alati za lemljenje polipropilenskih cijevi
Prilikom odabira cijevi za sustav grijanja ili vodovoda, uzmite u obzir radne uvjete, prije svega temperaturu i tlak tekućine, propusnost.

Shema zavarivanja naglavka za polipropilenske cijevi.
Ovisno o namjeni polipropilenskih cijevi, daju im se posebne oznake. Za ugradnju sustava za opskrbu hladnom vodom i ventilaciju koristi se marka PPH. Marka PPB koristi se u sustavima grijanja i opskrbe hladnom vodom. PPR cijevi koje se koriste u opskrbi hladnom i toplom vodom i grijanju su pouzdane. Cijevi s oznakom PPR i otporne na negativne i visoke temperature smatraju se univerzalnima.
Osim stroja za zavarivanje trebat će vam:
- mlaznice različitih promjera;
- rulet;
- rezač cijevi s valjkom ili škare;
- marker;
- skidanje za armirane cijevi.
Postupak difuzijskog zavarivanja
Prije lemljenja elemenata sustava, morate odrediti unutarnji promjer hladna armatura - mora biti manja od vanjskog promjera cijevi.
Prvo lemljenje provodi se 5 minuta nakon zagrijavanja aparata za zavarivanje. Nakon svake uporabe aparat za zavarivanje mora se očistiti od ostataka plastike.
Cijevi se režu pod pravim kutom rezačem cijevi ili škarama.
Krajevi utičnice armature i ostali dijelovi se čiste od prljavštine i prašine, odmašćuju sapunicom ili alkoholom i osuše. Tek sada se mogu zavarivati elementi sustava.
Kod korištenja razreda PN 10 i PN 20 priprema završava u ovoj fazi.

Shema sučeonog zavarivanja cijevi.
Ako lemite cijevi PN 25, trebate ukloniti gornje slojeve polipropilena i aluminija prije skidanja izolacije. To će vam omogućiti prilagodbu spojnice prema veličini cijevi.
Dijelovi od polipropilena koji se spajaju postavljaju se na odgovarajuće priključke. Cijev se umetne u čahuru do oznake koja označava dubinu zavarivanja. Utičnica priključka čvrsto naliježe na trn.
Dijelovi se zagrijavaju, uklanjaju iz aparata i brzo spajaju jedan s drugim do dubine predviđene granice. Istodobno se održava usklađenost povezanih elemenata sustava. Posebnu pozornost treba obratiti prilikom lemljenja elemenata koji mijenjaju položaj ( Kuglasti ventili, majice).
Vrijeme zagrijavanja za promjere 16, 20 mm - 5 sekundi; 25 mm - 7 sek.; 32 mm - 8 sek.; 40 mm - 12 sek.; 50 mm - 18 sek.; 63 mm - 20 sek.; 75 mm - 30 sek.; 90 mm - 40 sek.; 110 mm - 50 sek.
Vrijeme dodijeljeno za zavarivanje promjera 16, 20, 25 mm je 4 sekunde; 32, 40, 50 mm - 6 sek.; 63, 75, 90 - 8 sekundi; 111 mm - 10 sek.
Elementi za zavarivanje se hlade od 8 do 40 sekundi (ovisno o debljini spoja). Na vanjskoj površini lemljenih dijelova ne bi trebalo biti nikakvih nedostataka - nabora, pukotina. Ako je veza neuspješna, armatura se izrezuje. Visokokvalitetno zavarivanje može se utvrditi pomoću zrnca rastaljenog materijala na spoju spojenog fitinga i cijevi.
Pravila difuznog zavarivanja
Najvažnija stvar kod lemljenja polipropilena je ne pregrijati elemente kako bi se spriječilo začepljenje veze. Uređaj se ne može hladiti vodom, kako se ne bi oštetio toplinski otpor.
Ako lemite vlastitim rukama, trebali biste provesti probno zavarivanje, budući da se marke polipropilena razlikuju u sastavu kompozita.
Polipropilen se može pravilno kuhati samo ako se poštuju tehnološke tehnike. Sklopovi koji se mogu zavarivati na stroju instaliranom na radnom stolu sastavljaju se unaprijed. Ako planirate zavarivati polipropilenske elemente "na zid", na nezgodnim mjestima, preporučljivo je to učiniti s pomoćnikom.
Mlaznice se postavljaju na grijač na temelju jednostavnosti ugradnje. Nakon 10 - 15 minuta uređaj se zagrijava. Nakon 5 minuta, kada se sve zagrije radna površina, možete početi lemiti. Ako je vanjska temperatura zraka niska, potrebno je produljiti vrijeme lemljenja; ako je vruće, vrijeme se smanjuje. Na nuli i ispod nule temperatura, zavarivanje se ne izvodi.
Tijekom hlađenja ne smijete mijenjati savijanje ili oblik elemenata za zavarivanje, jer to može smanjiti područje protoka na mjestu zavarivanja.

Kako pravilno zavariti polipropilenske cijevi: redoslijed zavarivanja (video)
Kako pravilno zavariti polipropilenske cijevi: vrste lemljenja polipropilenskih cijevi, postupak zavarivanja. Materijali i alati za lemljenje polipropilenskih cijevi.
U U posljednje vrijeme plastične cijevi, koje uključuju (PP), postupno su zamijenile tradicionalne metalne ne samo u sustavima vodoopskrbe, već iu grijanju. Lakoća ugradnje igra važnu ulogu u rastućoj popularnosti - vrlo je lako instalirati polipropilenske cijevi vlastitim rukama, čak i u nedostatku posebnih vještina i znanja.

Takve cijevi imaju sljedeće prednosti:

Pažnja! U većini slučajeva maksimalna dopuštena temperatura radne tekućine je 90 ° C (to uključuje proizvode marki "dvadeseti" i "dvadeset prvi"). Prilikom podnošenja hladna voda, gdje temperatura često ne prelazi 20ᵒC, koriste se cijevi od "jedanaestog" do "šesnaestog" razreda.


Važni detalji instalacije
Spajanje PP cijevi izvodi se pomoću navojnih/bez navojnih spojnica. Zauzvrat, proizvodi s navojem mogu biti:
- jedan komad;
- odvojivi.
Važno je napomenuti da na instalaciju prvenstveno utječu radni uvjeti.

Nakon što ste pročitali sve potrebne informacije, možete početi s radom.
Prva faza. Izrada nacrta
Instalacijski radovi trebali bi započeti izradom projekta buduće autoceste. Važan kriterij Pritom je važna ergonomija, zbog čega bi broj zavoja i spojnih elemenata trebao biti minimalan.

Prilikom naseljavanja sistem grijanja Posebno je važan dobro osmišljen projekt u kojem biste trebali naznačiti mjesto takvih elemenata kao što su:
- spojke;
- adapteri;
- spojnice;
- kutovi;
- oprema za grijanje.
Vod se spaja na radijatore jednocijevno ili dvocijevno, bočno ili s donje strane.

Pažnja! Ne manje važna točka Prilikom projektiranja također se uzima u obzir moguće toplinsko širenje polipropilena - to također treba uzeti u obzir.
Vodovodne instalacije

Ovdje se spaja autocesta centralizirani sustav za potrebe opskrbe vodom potrebne vodovodne instalacije - WC, umivaonici, bojler i dr. Postoje dva načina za ožičenje.
Metoda br. 1. Otvorena opcija. Horizontalne cijevi postavljaju se malo iznad razine poda, a vertikalne isključivo u kutovima. Sve to vam omogućuje da cjevovod bude manje primjetan.
Metoda broj 2. Zatvorena opcija. Izuzetno je teško implementirati, jer uključuje preliminarno provođenje najtočnijih izračuna. Cijevi (nužno čvrste) su uzidane u zidove, a svakom spoju mora biti slobodan pristup.

Osim toga, raspored vodoopskrbe može biti:
- sekvencijalni tip (najproračunskija i najlakša opcija za implementaciju);
- tip kolektora (kolektor se koristi za opskrbu vodom);
- s prolaznim utičnicama (nije baš popularno).
Druga faza. Zavarivanje polipropilenskih cijevi

Ovaj postupak će zahtijevati električnu ubodnu pilu (rezanje polipropilena) i posebnu opremu za zavarivanje.

Pažnja! Prije početka rada staviti rukave (mlaznice) potreban promjer. Zatim se pomoću termostata postavlja odgovarajuća temperatura (oko 260-265ᵒC), nakon čega se uređaj zagrijava (vrijeme zagrijavanja možete saznati iz uputa proizvođača).
Prvi korak. Dok se uređaj zagrijava, potrebna mjerenja, cijevi su označene i izrezane.

Drugi korak. Krajevi proizvoda koji se planiraju međusobno spojiti temeljito se čiste i odmašćuju.
Treći korak. Pomoću olovke označite dubinu umetanja svakog proizvoda u rukav. Karakteristično je da u ovom slučaju treba postojati najmanje milimetarski razmak, tako da cijevi ne naliježu na spojnica pristajanje.

Četvrti korak. PP cijev s priključkom postavlja se na rukavac u skladu s napravljenim oznakama, a zagrijavanje svih elemenata mora se dogoditi istovremeno.
Pažnja! Ako je jedan od elemenata loše pričvršćen (ili obrnuto - previše labav), odmah se odbija.
Trajanje zagrijavanja ne ovisi samo o promjeru proizvoda, već io dubini zavarivanja (ovo se može naći u donjoj tablici).

Peti korak. Nakon određenog vremena, proizvodi se uklanjaju i spajaju, pritiskajući jedan na drugi uz malo napora. Zabranjeno je rotirati elemente duž središnje linije.

Šesti korak. Unutar nekoliko sekundi nakon spajanja vrši se početno podešavanje, a zatim se elementi konačno učvršćuju.


Pažnja! Redoslijed montaže je određen unaprijed.
Ako na mjestu spajanja nema praznina, tada se (veza) može smatrati visokokvalitetnom.
Video - Zavarivanje PP cijevi
Izrada aparata za zavarivanje
Zbog činjenice da više ili manje dobar košta više od tisuću rubalja, jeftinije ga je iznajmiti ili napraviti sami. Ako je odabrano potonje, tada biste za rad trebali pripremiti:

Redoslijed radnji trebao bi biti sljedeći.
Prvi korak. Kako bi se poboljšao prijenos topline, potplat glačala se tretira termalnom pastom, a zatim se fiksira teflonska čahura. Mjesto potonjeg određeno je unaprijed - široki dio gore ili dolje.
Drugi korak. Oštar "nos" je isturpijan za više zgodan rad u blizini zidova.
Treći korak. Glačalo se zagrijava dok se uređaj drugi put ne isključi.
Četvrti korak. Dobro je ako je glačalo opremljeno senzorom temperature - to će vam omogućiti da točno odredite temperaturu grijanja. Ali postoji lakši način - kroz olovo. Ovaj se metal tali na 230ᵒC i više, što se približno podudara s temperaturom potrebnom za zavarivanje.
Daljnja tehnologija je identična gore opisanoj.
Faza tri. Instalacija cjevovoda


Prilikom postavljanja autoceste trebat će vam:
- cijevi;
- majice;
- kuglasti ventili;
- čepovi;
- adapteri;
- zavoji;
- spojke;
- odvojivi spojni elementi;
- navojni priključci;
- plastične stezaljke.
Prije svega, provodi se ugradnja glavnih elemenata sustava (vodovod, radijatori, kotlovi itd.), Nakon čega se označava buduća autocesta u skladu s izrađenim projektom. Elementi cjevovoda međusobno su spojeni pomoću spojnica.
Pažnja! Teško dostupna područja sustava sastavljaju se zasebno.
Kada je riječ o grijanju ili opskrbi toplom vodom, toplinsko širenje se uzima u obzir. Kako bi se nadoknadilo potonje, preporučljivo je koristiti pomične veze. Kod postavljanja zatvorenog cjevovoda zidovi se najprije užljebljuju (na odgovarajućim mjestima izrađuje se utor širine dva promjera cijevi).
Punjenje cjevovoda tekućinom dopušteno je tek nakon jednog sata od završetka instalacije. Hidrauličko ispitivanje može se provesti tek nakon 24 sata.



Kanalizacija od PP cijevi
Kao što je ranije navedeno, polipropilenske cijevi sada se aktivno koriste u izgradnji zgrada. Postupak ugradnje u u ovom slučaju ima svoje nijanse.

Unutarnja kanalizacija
Postoji niz pravila koja se moraju pridržavati prilikom postavljanja kanalizacije u kuću.
- Cjevovod se postavlja pod kutom u smjeru uspona kanalizacije (oko 3 cm po dužnom metru).
- Ako se prostorija ne grije, tada su cijevi dodatno izolirane mineralnom vunom.
- Ne možete napraviti oštre zavoje pod kutom od 90ᵒ, umjesto toga koriste se takozvani poluzavoji.
- Ventilacija tipa ventilatora je obavezna komponenta kanalizacijskog sustava, koja će spriječiti prodor neugodan miris u kući.
- WC je spojen tek nakon umivaonika, inače će se vodena brtva slomiti.
Vanjska kanalizacija

Prvi korak. Promjer cijevi se određuje, ovisno uglavnom o broju ljudi koji žive u kući.
Drugi korak. Rov se kopa od kanalizacijskog uspona do septičke jame ili septička jama. U ovom slučaju održava se nagib ovisno o liniji smrzavanja tla ili se cjevovod izolira mineralnom vunom.


Treći korak. Dno je prekriveno "jastukom" od pijeska. Njegova debljina mora biti najmanje 20 cm.

Četvrti korak. Cjevovod se postavlja. Važno je izbjeći moguće progib, inače će se veze uskoro srušiti.
Pažnja! Šavove nije potrebno brtviti, budući da PP cijevi za vanjsku upotrebu već imaju gumene brtve.
Horizontalno bušenje rova za cjevovod izvodi se pomoću posebne opreme s tlačnim pumpama. Bušenje se vrši čeličnim vrhom u obliku konusa. U građevinarstvu se koristi slična tehnologija:
- auto i željezničke ceste;
- cjevovodi do podruma;
- autoceste do radnih bušotina.
Instaliranje PP cjevovoda vlastitim rukama pomoći će vam da uštedite puno, ali samo ako se ispravno izvede.
Jedan od najbolji načini zamijenite stare elemente cjevovoda ili postavite novi - sami napravite instalaciju polipropilenskih cijevi. Rad neće oduzeti puno vremena ako kuća ima same cijevi, potreban set spojnica i stroj za zavarivanje polipropilenskih cijevi. Već za pola sata moći ćete koristiti novi sustav.
Ova tehnologija zavarivanja naziva se utičnica (utičnica) zavarivanje. Cijevi nisu spojene spojem na spoj, poput metalnih, već preko dodatnih adaptera - spojnica, kojima su rubovi lemljeni na temperaturi od 260 stupnjeva. Tu su i adapterski priključci od zavarenog do navojnog spoja.
Alati za zavarivanje
Stroj za zavarivanje  Vrste okova za polipropilen Za puni rad trebat će vam sljedeći popis alata.
Vrste okova za polipropilen Za puni rad trebat će vam sljedeći popis alata.
- Oprema za zavarivanje (stroj za zavarivanje polipropilenskih cijevi, specijalno željezo, lemilica)
- Set mlaznica za lemilo (najpopularniji modeli su 20 mm)
- Posebne škare ili prstenasti rezač. Za male količine posla možete se snaći s običnom pilom/nožem
- Brijač za čišćenje konture (potreban prilikom uklanjanja ojačanog premaza, ako postoji)
- Odstranjivač kosina. Koristi se u slučaju loše kvalitete konture (krpe) kako se plastika ne bi podigla. Ali to se neće dogoditi ako koristite posebne škare. Ako je potrebno, oštrilo možete napraviti sami lemljenjem oštrice noža u navoj pod 45°
Domaći stroj za zavarivanje polipropilena
Cijena lemilica za polipropilenske cijevi počinje od 1000 rubalja. Ako količina posla nije tako velika i želite uštedjeti novac, tada možete napraviti lemilo vlastitim rukama.
Za ovo će vam trebati:
- staro željezo – 0 rub.;
- dvostrana mlaznica za željenu veličinu – 250 rubalja;
- toplinska pasta za računalo – 140 rubalja;
- svrdlo, svrdlo za metal i vijak s podloškom odgovarajućeg promjera.


- Pričvrstite nastavak na podlogu glačala, podmazujući njegove krajeve termalnom pastom za dobar prijenos topline.
- Unaprijed odlučite kako će vam biti prikladnije raditi i pričvrstite mlaznicu s većom stranom prema gore ili obrnuto. Važno je to učiniti na početku, jer kad je glačalo vruće, bit će ga teško promijeniti.
- Odpilite oštar vrh glačala kako biste lakše radili uza zid.
- Prije uporabe zagrijte glačalo nekoliko minuta i pričekajte da drugi put pojača toplinu.
- Temperatura mlaznice treba biti 260°-270°C. Ako nema senzora temperature, možete ga približno izmjeriti pomoću olova i kositra. Kositar (za lem) bi se trebao dobro rastopiti, talište mu je 231°C, a olovo će se početi taliti tek na 327°C.
Video lekcija
Video upute pokazat će kako zavariti polipropilenske cijevi.
nn nrn(adsbygoogle = window.adsbygoogle || ).push());rn
Upute za instalaciju

- Prije početka rada važno je odlučiti o mjestu cijevi. Preporučljivo je napraviti plan na papiru kako biste smanjili broj zavarivanja "u hodu". Bit će mnogo prikladnije sastaviti glavne elemente na stolu, a zatim ih pričvrstiti u sustav u nekoliko koraka.
- Za spajanje polipropilenskih cijevi, rubovi elemenata se zagrijavaju. Unutarnja stijenka se zagrijava u spojnici, a cijevi se zagrijavaju izvana. Da biste to učinili, gotovo se potpuno stavljaju na mlaznicu lemilice i drže nekoliko sekundi.
- Nakon toga se elementi odmah spajaju u željenom smjeru. Imat ćete nekoliko sekundi da ih centrirate ako je potrebno, obično okom. U tom slučaju ih ne možete rotirati iznutra jedno u odnosu na drugo. Vrijeme zavarivanja ovisi o debljini plastike i širini šava.
- Zagrijani polipropilen će se miješati na spoju i sigurno će zavariti ako se zagrije na željenu temperaturu. Također ga je nemoguće predugo držati na lemilici, plastika može iscuriti, unutarnji promjer kanala će se smanjiti, a nepropusnost veze će biti ugrožena.
- Ako je spoj ispravan, dio plastike trebao bi ravnomjerno izlaziti, stvarajući blagi prepust na spojnici. Ako se pojave problemi prilikom postavljanja i plastika se previše savija, potrebno je skositi rub.
- Stroj za zavarivanje za lemljenje mora biti postavljen na postolje (posebna stezaljka). Temperaturu na regulatoru trebate namjestiti na 260°C, ali radi brzine rada možete povećati na 280°C. Druge temperature dovest će do nepouzdane veze, tako da pri kupnji uređaja nije potrebno odabrati model s termostatom.
- Elemente će biti teško postaviti na grijaću mlaznicu jer imaju veći radijus. Prilikom stavljanja možete ih malo okrenuti po osi kako biste lakše navukli mlaznicu. Međutim, cijevi se ne mogu umetnuti do kraja, tako da im se krajevi ne rastope unutra. U početku, da biste to izbjegli, trebali biste napraviti oznake olovkom, ali tada neće biti teško osjetiti željenu dubinu.
- Kada su svi elementi sastavljeni, možete započeti viseće zavarivanje. Obično su to prijelazi između zidova, priključci na baterije, otvori za dovod vode.
- Ako su cijevi prikladne za kotao, u blizini ne bi trebalo biti plastike. Kako bi se "izbjeglo", cijevi se spajaju pomoću adaptera od zavarenog spoja do navojnog, kroz metalnu cijev duljinu od 0,5 m.
- Ne zaboravite instalirati ventil za zatvaranje prije novog dijela cjevovoda, to će pomoći prilikom popravka ili postavljanja nove točke.
- Pokretanje novog odjeljka pokazat će je li postupak lemljenja ispravno dovršen. Nakon otvaranja zapornog ventila i puštanja vode u sustav, provjerite sve spojeve na curenje.

Prije lemljenja polipropilenskih cijevi, obavezno otvorite ventil na spojnici, inače će ga zrak istisnuti iz mlaznice lemilice.
Prema njemačkom standardu DVS-2207-1, izolacija za polipropilenske cijevi mora imati kut od 15° i udubljenje od 2-3 mm. U Rusiji je standard skošenje skošenja od 45 ° i udubljenje od 1/3 debljine. Zapravo, bilo koje košenje unutar ovih granica je dovoljno. Glavna stvar je da je jednoličan.
 Ručni rezač cijevi
Ručni rezač cijevi 
Obične plastične cijevi prikladne su samo za hladnu vodu, nisu dizajnirane za rad pod pritiskom. Prilikom postavljanja cjevovoda i grijanja moraju se koristiti samo armirane polipropilenske cijevi. Da biste ih zavarili, morat ćete ukloniti dio armature posebnim brijačem.
 Brijač za čišćenje rubova od armature
Brijač za čišćenje rubova od armature Spajanje metala s polipropilenom

Tijekom popravaka često se javljaju situacije kada se trebate spojiti na stare metalne cijevi nova stranica od polipropilena. Ova veza se izvodi pomoću posebnih spojnica. Ako je armatura zalemljena na polipropilen pomoću lemilice, tada prilikom spajanja na metalna cijev možete ići na dva načina. Cijev možete zavariti na fiting pomoću aparata za zavarivanje ili možete rezati navoj na cijevi i zavrnuti fiting. Lakše je zavarivati, ali potreban vam je aparat za zavarivanje, pa obično režete navoj na cijevi. Prije operacije spajanja željezni dio se čisti i podmazuje mašću.
Korištenje polipropilenskih cijevi omogućuje vam skrivanje unutar zida, za razliku od vijčanih metalnih cijevi. Prvo je važno osigurati da su spojevi čvrsti.
Sada znate kako pravilno lemiti polipropilenske cijevi, a to možete lako učiniti sami. Najprije vježbajte na malim ostacima i brzo ćete moći ažurirati vodovod u svom domu.
Polipropilenske cijevi se koriste u vodoopskrbi, navodnjavanju i sustavi odvodnje, grijanje doma. Izrađeni su od materijala koji pripada klasi poliolefina, što jamči ekološku prihvatljivost proizvoda. Polipropilenske cijevi dizajnirane su za dug radni vijek bez visokih operativnih troškova. Pouzdanost i trajnost plastičnih cjevovoda ovisi ne samo o pravilno odabranom proizvodu, već io kvaliteti instalacijski radovi. Oni koji žele sami izvršiti instalaciju trebaju znati kako zavariti polipropilenske cijevi tako da dugo traju i ne stvaraju probleme tijekom rada. Za one koji će tek svladati ovaj proces, opis korak po korak akcija je u prilogu.
- Kada se spajaju zavarivanjem, formiraju se polipropilenske cijevi monolitni dijelovi, čiji vijek trajanja doseže pola stoljeća;
- propusnost cijevi se ne mijenja tijekom rada;
- proizvodi su vrlo otporni na kućanske kemikalije;
- cijena spojnica za polipropilenske cijevi je red veličine niža nego za druge plastične proizvode.
Nedostaci polipropilenskih cijevi uglavnom su povezani s netočnim odabirom dijelova i nekvalitetnom ugradnjom.
Koje lule odgovaraju vama?
Za odabir polipropilenskih cijevi morate znati:
- uvjeti pod kojima će cijevi raditi;
- tlak tekućine u sustavu i njegova temperatura;
- potrebna propusnost proizvoda, koja određuje radni promjer.
Polipropilenske cijevi imaju posebne oznake, ovisno o namjeni proizvoda.
- PPH – ventilacija, opskrba hladnom vodom.
- PPB – sustavi opskrbe hladnom vodom, grijanje.
- PPR – sustavi opskrbe toplom i hladnom vodom, grijanje.
Cijevi s oznakom PPR su univerzalne. Stoga su oni najtraženiji. Imaju visoku otpornost i na visoke i negativne temperature.
Alati koji će vam trebati
Za zavarivanje su potrebni sljedeći alati:
- rulet;
- marker;
- škare ili valjkasti rezač cijevi za rezanje cijevi na potrebnu duljinu;
- skidanje izolacije za armirane cijevi;
- stroj za zavarivanje s mlaznicama različitih promjera.

Ovako izgleda stroj za zavarivanje polipropilenskih cijevi
Faze rada - postupak zavarivanja
Nakon što ste izmjerili potrebnu duljinu cijevi, označite je markerom. Rezačem cijevi ili škarama izrežite proizvod pod kutom od 90º u odnosu na os. Alat mora biti dovoljno oštar da se cijev ne deformira.

Cijev je izrezana pod kutom od 90º u odnosu na os
Rub ojačanog proizvoda mora se očistiti, osloboditi se gornjeg sloja i folije. Bez ovog koraka, aluminijska folija uključena u cijevi doći će u kontakt s tekućinom tijekom rada. Kao rezultat toga, korozija ojačanog sloja dovest će do poremećaja cjelovitosti šava. Takva će veza s vremenom procuriti.

Rub armiranih cijevi se čisti
Za nearmirane proizvode, dubina zavarivanja je naznačena na kraju cijevi, fokusirajući se na duljinu priključne spojnice. Još jedna važna točka u pripremi cijevi za zavarivanje je odmašćivanje površine. Obrada zgloba alkoholom osigurat će pouzdaniji kontakt između dijelova.
Svi dijelovi koji se zavaruju moraju biti čisti. Čak i zrno pijeska uhvaćeno u spoju može uzrokovati puknuće cjevovoda u budućnosti.
Priprema aparata za zavarivanje
Prije zavarivanja plastičnih cijevi potrebno je pripremiti stroj za zavarivanje. Ručni uređaj je pričvršćen na ravnu površinu. Dijelovi uređaja moraju biti čisti i bez oštećenja. Očistite ih krpom navlaženom alkoholom. Grijaći elementi staviti kada je instrument isključen. Za topljenje fitinga koristi se trn, a za topljenje cijevi čahura.

Vrijeme zagrijavanja dijelova za zavarivanje određuje se prema tablici
Zatim je uređaj spojen na mrežu. U tom slučaju, indikatori koji se nalaze na tijelu jedinice trebali bi svijetliti. Jedan od njih signalizira da je uređaj spojen na mrežu. Drugi, nakon postizanja potrebne temperature grijanja, trebao bi se ugasiti. Nakon što se indikator ugasi, preporučljivo je pustiti da prođe pet minuta i tek tada započeti postupak zavarivanja. Ovo vrijeme ovisi o temperaturi okoline i traje od 10 minuta do pola sata.
Tijekom procesa zavarivanja potrebno je kontrolirati temperaturu zagrijavanja aparata.
Od čega se sastoji postupak zavarivanja?
Nakon zagrijavanja aparata, spojnicu postavite na trn i umetnite cijev u čahuru. To se radi istovremeno i uz malo truda.

Nakon zagrijavanja uređaja, spojnicu postavite na trn i umetnite cijev u čahuru
Da biste znali kako pravilno zavariti polipropilenske cijevi, potrebno je uzeti u obzir vrijeme zagrijavanja. Točno razdoblje omogućit će da se dijelovi zagriju na potrebnu temperaturu bez topljenja. Ovisi o promjeru cijevi.
Vrijeme zagrijavanja fitinga i cijevi računa se od trenutka kada su dijelovi potpuno umetnuti
Nakon potrebnog vremena, dijelovi se uklanjaju iz uređaja i spajaju. U tom slučaju cijev mora ući u spojnicu strogo do oznake. Tijekom ovog procesa zabranjeno je rotirati dijelove duž osi.

Tijekom procesa spajanja dijelova zabranjeno je okretanje proizvoda duž osi
Gotovi spoj dijelova ne bi trebao imati "ugib" unutar cijevi. Oni smanjuju kapacitet cjevovoda.
Nakon spajanja dijelova nije dopušten mehanički utjecaj na šav dok se potpuno ne ohladi. Ako se poštuje tehnologija, rezultat bi trebao biti jak i zapečaćen šav.
Članak daje potrebne preporuke o tome kako pravilno zavariti cijevi, sa Detaljan opis svakoj fazi. Primjenom ovih savjeta u praksi možete samostalno instalirati cjevovod za vodoopskrbu ili grijanje. Glavna stvar je odabrati prave cijevi i slijediti tehnologiju procesa. Tek tada će polipropilenski cjevovod služiti dugo i bez prekida.