Lehimlemek için neye ihtiyacınız var? Tel ve kabloyu panele lehimleme. Büyük parçaların lehimlenmesi
Paslanmaz çeliğin lehimlenmesi oldukça emek yoğun bir işlemdir, ancak özel problemler, uygulamasının tüm özelliklerini biliyorsanız. Önemli ölçüde daha az işçilikle %25'ten fazla krom ve nikel içermeyenleri lehimleyebilirsiniz. Ayrıca, paslanmaz çeliğin böyle bir kimyasal bileşimle lehimlenmesi, magnezyum ve alüminyum içeren alaşımlar hariç, farklı metallerden ürünlerin güvenilir bağlantılarını elde etmenizi sağlar.
Lehimleme sırasında paslanmaz çelik yapıda karbür bileşiklerinin oluşma riskini en aza indirmek için alaşım bileşimine titanyum eklenir ve bağlantı oluşturulduktan sonra ürün lehimleme işlemine tabi tutulur. ısı tedavisi. Isıtılmış lehimin etkisiyle yüzeyi çatlayabilecek soğuk işlenmiş paslanmaz çelikleri lehimlerken çok dikkatli olmalısınız. Bu tür sonuçlardan kaçınmak için lehimleme işlemi sırasında bağlanan parçalar üzerindeki yükü ortadan kaldırmak gerekir. Ayrıca birleştirilen ürünlere ön tavlama yapmak da mümkündür.

Paslanmaz çeliği lehimleyebileceğiniz lehim seçimi, lehimleme yönteminden etkilenir. kimyasal bileşim alaşım ve koşullar teknolojik süreç. Yani eğer bu işlem yapılırsa yüksek nem çevre ise az miktarda nikel içeren gümüş alaşımları kullanılmalıdır. Fırında ve nispeten kuru bir atmosferde lehimleme, krom-nikel ve gümüş-manganez lehimleri kullanılarak gerçekleştirilir.
Paslanmaz çeliğin lehimlenmesinde kullanılan en yaygın akı türü, gelecekteki bağlantıya macun veya toz halinde uygulanan borakstır. Birleştirilen parçaların yüzeyindeki boraksın eritilmesi, gelecekteki dikiş alanının gerekli sıcaklığa (850°) eşit ve en doğru şekilde ısıtılmasına katkıda bulunur. Ancak gelecekteki bağlantının renginin açık kırmızıya değişmesiyle belirlenebilecek gerekli ısıtma sıcaklığına ulaşıldıktan sonra parçalar arasındaki bağlantıya lehim uygulanır.

Lehimleme tamamlandıktan sonra bağlantı yerinde su ile yıkanarak veya kumlamayla giderilen lehim pastası kalıntıları bulunur. Bu prosedürü gerçekleştirmek için nitrojen kullanamazsınız veya hidroklorik asit parçaların yüzeyinde kalan akıyı etkili bir şekilde temizlemelerine rağmen Negatif etki hem ana metalde hem de kullanılmış lehimde.
Evde lehimleme nasıl yapılır
Paslanmaz çelik parçaların lehimleme kullanılarak birleştirilmesi ve paslanmaz çeliğin bakıra lehimlenmesi gibi problemlerle evde sıklıkla karşılaşılmaktadır. Paslanmaz çelikten yapılmış ürünler uzun yıllardır günlük yaşamda aktif olarak kullanılmaktadır, bu nedenle herhangi bir nedenden dolayı kullanılamaz hale geldiklerinde, herhangi bir ev ustasının bunları kendi başına onarmak için doğal bir isteği vardır. Paslanmaz çelik parçaların lehimlenmesinin o kadar da zor olmadığı hemen söylenmelidir; asıl mesele, teknolojiye sıkı sıkıya bağlı kalmak ve uygun alet ve sarf malzemelerini stoklamaktır.

Paslanmaz çeliği lehimlemeye başlamadan önce, yalnızca teorik materyali incelemeniz çok tavsiye edilmez. bu konu, aynı zamanda eğitim videoları yardımıyla uygulanmasına ilişkin kuralları daha ayrıntılı olarak öğrenin.
Paslanmaz çelik ürünleri lehimlemek için aşağıdaki aletlere ve sarf malzemelerine ihtiyacınız olacak:
- en az 100 W gücünde elektrikle çalışan bir havya;
- akı olarak kullanılacak özel lehimleme asidi;
- dosya veya zımpara kağıdı;
- kalay ve kurşun bazlı çelik parçaların birleştirilmesi için özel olarak tasarlanmış lehim;
- çelikten yapılmış kablo;
- Metal boru.

Paslanmaz çelikle çalışmak için havya seçerken 100 W gücünde bir alet tercih etmelisiniz. Böyle bir işi gerçekleştirmek için daha güçlü bir cihaz kullanmak kesinlikle pratik değildir.
Paslanmaz çelik parçaların lehimleme işlemi aşağıdaki algoritmaya göre gerçekleştirilir.
- Her şeyden önce, zımpara kağıdı veya dosyanın kullanıldığı gelecekteki bağlantı alanını iyice temizlemek gerekir.
- Birleştirilecek parçaların yüzeylerini hazırladıktan sonra, yukarıda belirtildiği gibi lehim asidi kullanan akı uygulamak gerekir. Akının asıl görevi, birleştirilecek parçaların yüksek kalitede kalaylanmasını sağlamaktır.
- Birleştirilecek parçaların yüzeyleri akı ile işlendikten sonra, kalay ve kurşundan oluşan ince bir lehim tabakasının uygulanmasından oluşan kalaylanması gerekir. Kalaylama ilk seferde başarılı olmazsa, birleştirilecek parçaları önceden ısıtarak bu prosedürü tekrarlamak gerekir.
- Ürünleri ısıttıktan ve akı ile yeniden işledikten sonra bile kalaylama başarılı olmayabilir - lehim, ince bir film olarak üzerlerinde durmak yerine parçaların yüzeyinden yuvarlanacaktır. Bu durumda tüpten kolayca yapılabilecek metal telli bir fırça kullanmanız gerekir. Böyle bir fırçayı kullanmadan önce, parçaların yüzeyine akı (lehim asidi) uygulamak ve ancak bundan sonra gelecekteki eklemi bir havya ile ısıtmak, metal bir fırça ile temizlemek gerekir. Bu basit teknik, paslanmaz çeliğin yüzeyini, kural olarak yüksek kaliteli kalaylamanın ana engeli olan oksit filmden etkili bir şekilde temizlemenizi sağlar.
- Birleştirilecek ürünlere ince bir kalay tabakası uygulandıktan sonra lehimlemeye başlayabilirsiniz. Bu prosedür, parçalar arasındaki bağlantıyı doldurmak için kullanılan bir havya ve lehim kullanılarak gerçekleştirilir.
Lehim Çeşitleri
Paslanmaz çelik ürünler, hem kalay ve kurşun bazlı yumuşak lehimlerle hem de daha fazla refrakter metal içeren sert dolgu malzemeleriyle lehimlenebilir.
Yumuşak lehim, kalay esaslı olması nedeniyle, erimiş durumda yüksek süneklik ve akışkanlık ile karakterize edilen, düşük erime noktalı bir malzemedir. Paslanmaz çelik ürünleri lehimlerken özellikle önemli olan, iyi bir deoksidasyon özelliğine sahip olmasıdır.

Sert lehimler kullanılarak lehimleme yapılarak hem üretimde hem de evde daha güvenilir bağlantılar elde edilebilir. Yapıldıkları metaller kalaydan daha yüksek sıcaklıkta erir, bu da onların yardımıyla güvenilir ve dayanıklı bağlantılar elde etmeyi mümkün kılar. Çoğu zaman bu tip malzemeler, bileşimlerinde% 30'a kadar içerebilen teknik gümüş esas alınarak üretilir.

Popüler sert lehim türlerinden biri, yalnızca paslanmaz çeliğin değil aynı zamanda bakır, pirinç, bronz, nikel ve diğer metallerin lehimlenmesinde de başarıyla kullanılan HTS-528 malzemesidir. Uygun bir şekilde, yüzeyi zaten bir akı tabakası ile kaplanmış bir çubuk şeklinde üretilir. Böyle bir lehimle çalışmak üretim koşulları veya evde erime noktasının 760° olduğu unutulmamalıdır.

Akı hazırlama
Paslanmaz çeliği lehimlerken hazır flux veya tarifini seçerken çok dikkatli olmalısınız. kendi emeğiyle. Evde hazırlanabilen klasik akı bileşimi aşağıdaki bileşenleri içerir:
- boraks (%70);
- borik asit (%20);
- kalsiyum florür (%10).
Farklı lehimleme ürünleri için küçük boyutlu sadece boraks ve gazlardan oluşacak bir fluks hazırlayabilirsiniz. borik asit, eşit oranlarda karıştırılır. Akının bileşenlerini kuru halde karıştırdıktan sonra, su ile seyreltilmeli ve elde edilen çözelti ile gelecekteki bağlantı yerinde işlenmelidir.
Paslanmaz çelik lehimleme işlemini verimli bir şekilde gerçekleştirmek için deneyimli uzmanların tavsiyelerinden yararlanmalısınız.
- Birleştirilen metali etkili bir şekilde ısıtması gereken havyanın gücü 60-100 W arasındadır, ancak 100 watt'lık bir cihazı tercih etmek daha iyidir. Paslanmaz çelik borular gibi büyük parçaları lehimlemek için elektrikli havya yerine gazlı fenere ihtiyacınız olacaktır.
- Elektrikli havya seçerken yanmayan uçlarla donatılmış modelleri tercih etmek daha iyidir.
- Paslanmaz çelik ürünler için yüksek kaliteli bağlantılar elde etmeyi mümkün kılan en ekonomik ve evrensel lehim türü kalay-kurşun çubuklardır. Temas edecek bulaşıkları lehimlemek zorunda kalmanız durumunda Gıda Ürünleri veya sıvılar, lehim olarak zararlı yabancı maddeler içermeyen saf kalay kullanmak daha iyidir.
- Lehimleme işinin yapıldığı oda iyi havalandırılmalıdır.
- Lehimleme yaparken sağlığınıza zarar vermemek için kişisel koruyucu ekipman kullandığınızdan emin olun.
Paslanmaz çeliğin lehimlenmesi hakkında bilmeniz gereken başka ne var?
Paslanmaz çelik ürünlerin lehim bağlantılarının tabi olduğu durumlarda özel gereksinimler Nikel ve fosfor bazlı malzemelerin yanı sıra nikel, krom ve manganez içeren özel marka lehimler kullanılabilir. İkinci grubun lehimleri, özellikle lehimlemenin argon ve bor triflorür karışımından oluşan koruyucu bir gaz ortamında yapıldığı durumlarda kullanılır. Bu teknolojiyi kullanarak lehimleme yaparken lehim olarak metali iyice ıslatan ve güvenilir bir bağlantı oluşturan saf bakır kullanılabilir.
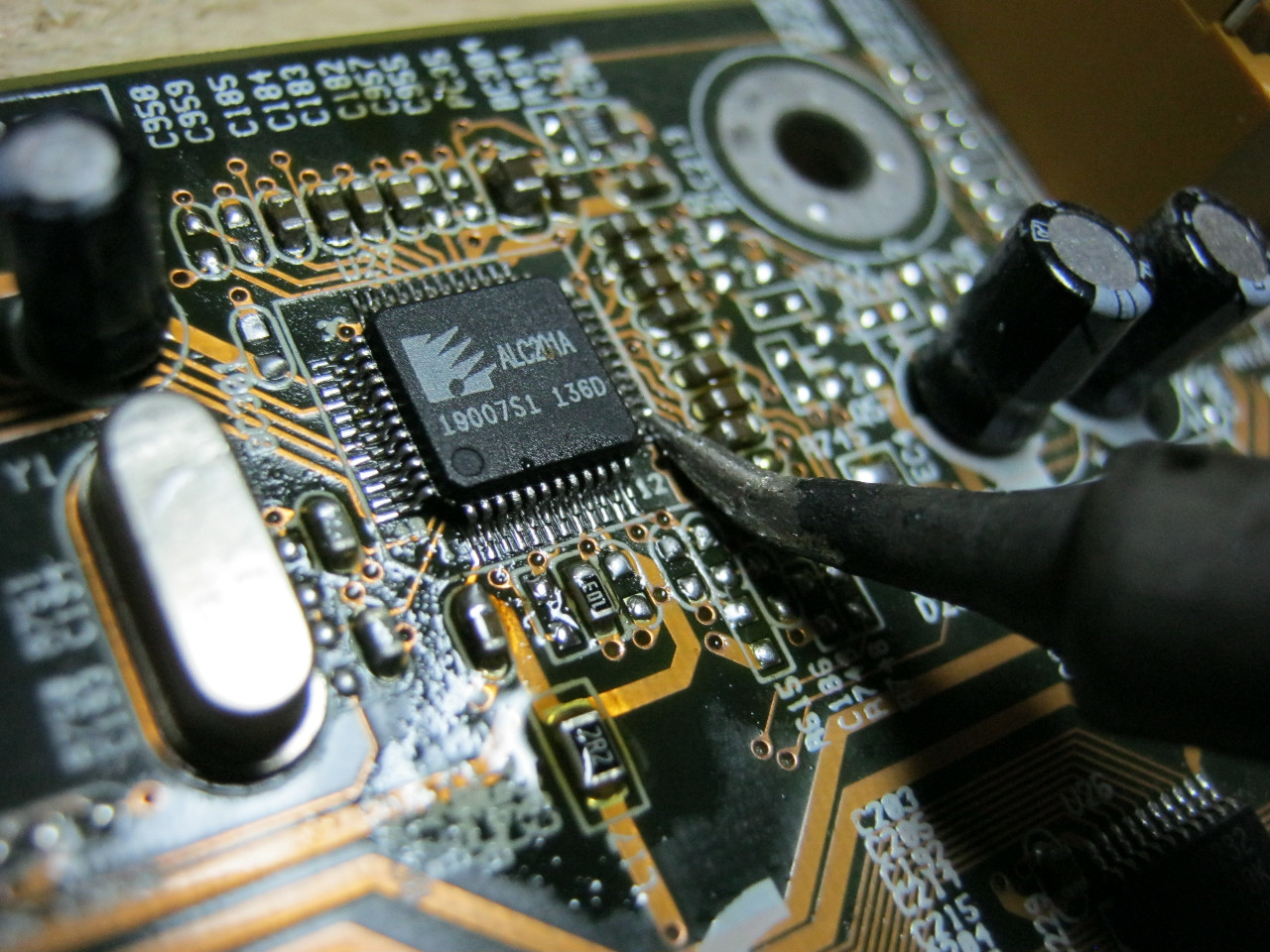
Her acemi elektronik mühendisi şu soruyu sordu: "Terminalleri arasındaki mesafe çok küçük olduğundan mikro devreler nasıl lehimlenir?" Hakkında Çeşitli türler mikro devre paketleri bu makalede okunabilir. Peki, bu yazıda, pimleri mikro devrenin çevresine yerleştirilmiş olan mikro devreleri nasıl lehimleyeceğimi göstereceğim.Her elektronik mühendisinin bu tür mikro devreleri lehimlemek için kendi sırrı vardır. Bu yazıda kendi yöntemimi anlatacağım.
Eski mikro devrenin çıkarılması
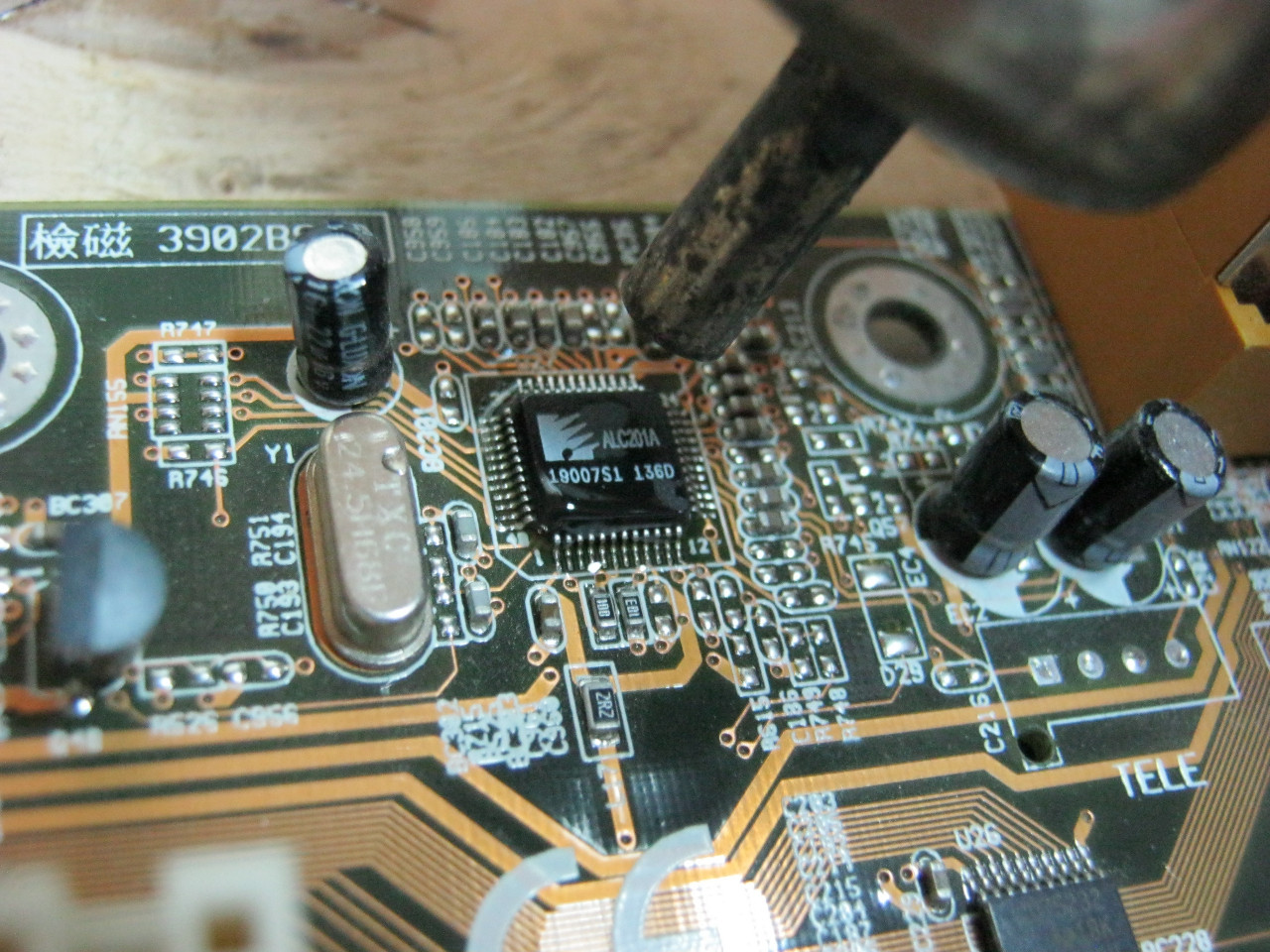
Her mikro devrenin sözde bir “anahtarı” vardır. Kırmızı daire içinde vurguladım.
Bu, pin numaralandırmasının başladığı işarettir. Mikro devrelerde pinler saat yönünün tersine sayılır. Bazen en çok baskılı devre kartı mikro devrenin nasıl lehimlenmesi gerektiği belirtilir ve pin numaraları da gösterilir. Fotoğrafta baskılı devre kartı üzerindeki beyaz karenin kenarının kesildiğini görüyoruz, bu da çipin anahtarla bu yönde konumlandırılması gerektiği anlamına geliyor. Ancak çoğu zaman bunu göstermezler. Bu nedenle, mikro devreyi lehimlemeden önce, neyse ki nasıl durduğunu hatırladığınızdan veya fotoğrafını çektiğinizden emin olun. cep telefonu her zaman elinizin altında.
Başlamak için tüm parçaları Flux Plus jel flux ile cömertçe yağlayın.

Hazır!

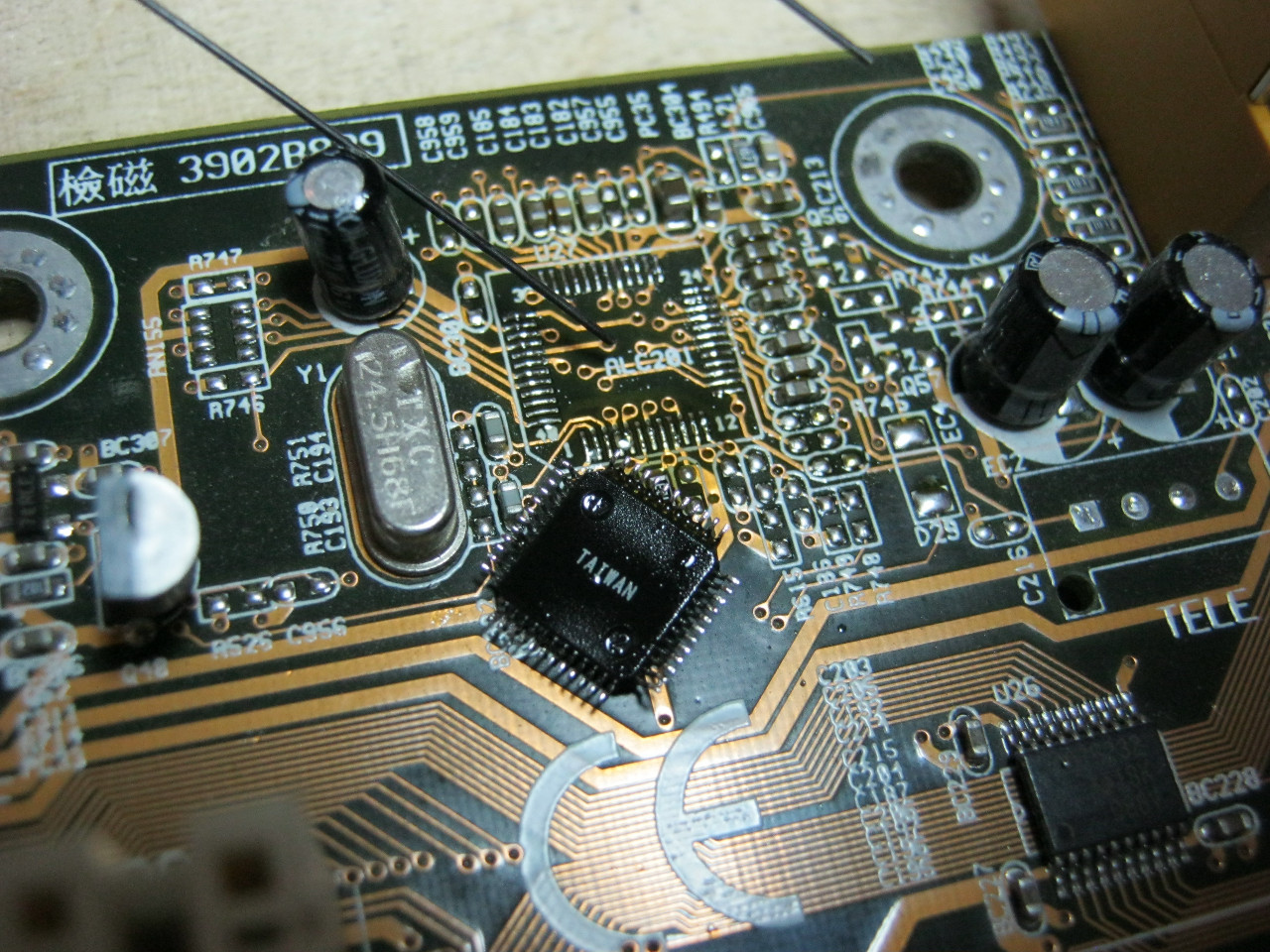
Saç kurutma makinesinin sıcaklığını 330-350 dereceye ayarlıyoruz ve çevre etrafındaki sakin dairesel hareketlerle mikro devremizi "kızartmaya" başlıyoruz.
Bir konuda övünmek istiyorum. hemen onunla geldim Lehimleme istasyonu. Ben buna çip çıkarıcı diyorum.

Şu anda Çinliler bu aracı geliştirdiler ve şimdi şöyle görünüyor:

Ekler bunun için böyle görünüyor

Şu adresten satın alabilirsiniz: bu bağlantı .
Lehimin erimeye başladığını gördüğümüz anda mikro devrenin kenarını tutup kaldırmaya başlıyoruz.

Talaş çıkarıcı antenleri çok büyük bir yaylanma etkisine sahiptir. Mikro devreyi bir parça demirle, örneğin cımbızla kaldırırsak, mikro devre ile birlikte temas izlerini (noktaları) yırtma şansımız olur. Yaylı antenler sayesinde mikro devre, ancak lehimin tamamen eridiği anda karttan lehimlenir.
O an geldi.
Yeni bir mikro devrenin kurulumu
Havya ve bakır örgü kullanarak lekeleri fazla lehimden temizliyoruz. Bana göre en iyi bakır örgü Goot Fitili.
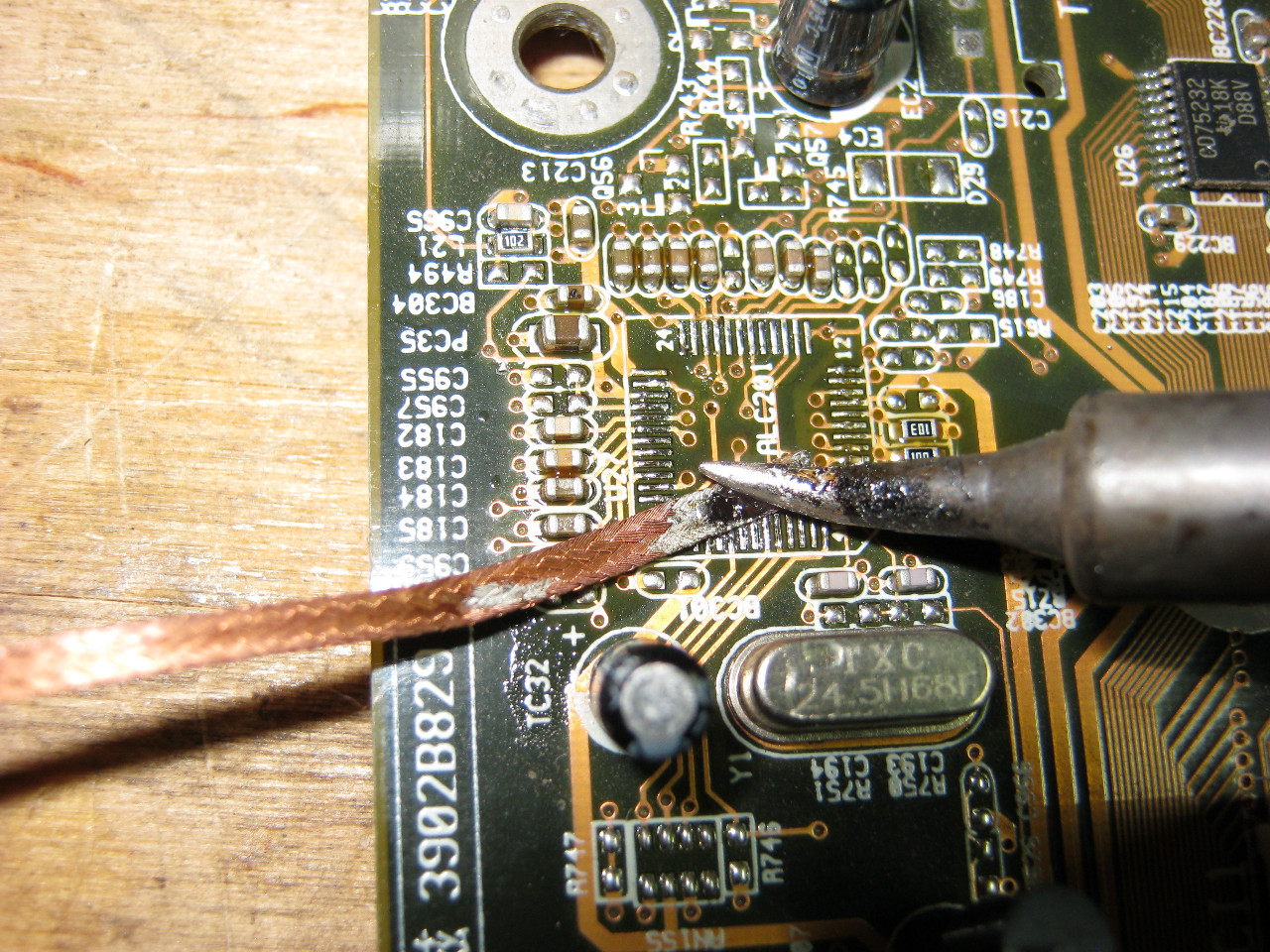
İşte elimizde olanlar:


Bu şekilde görünmeli

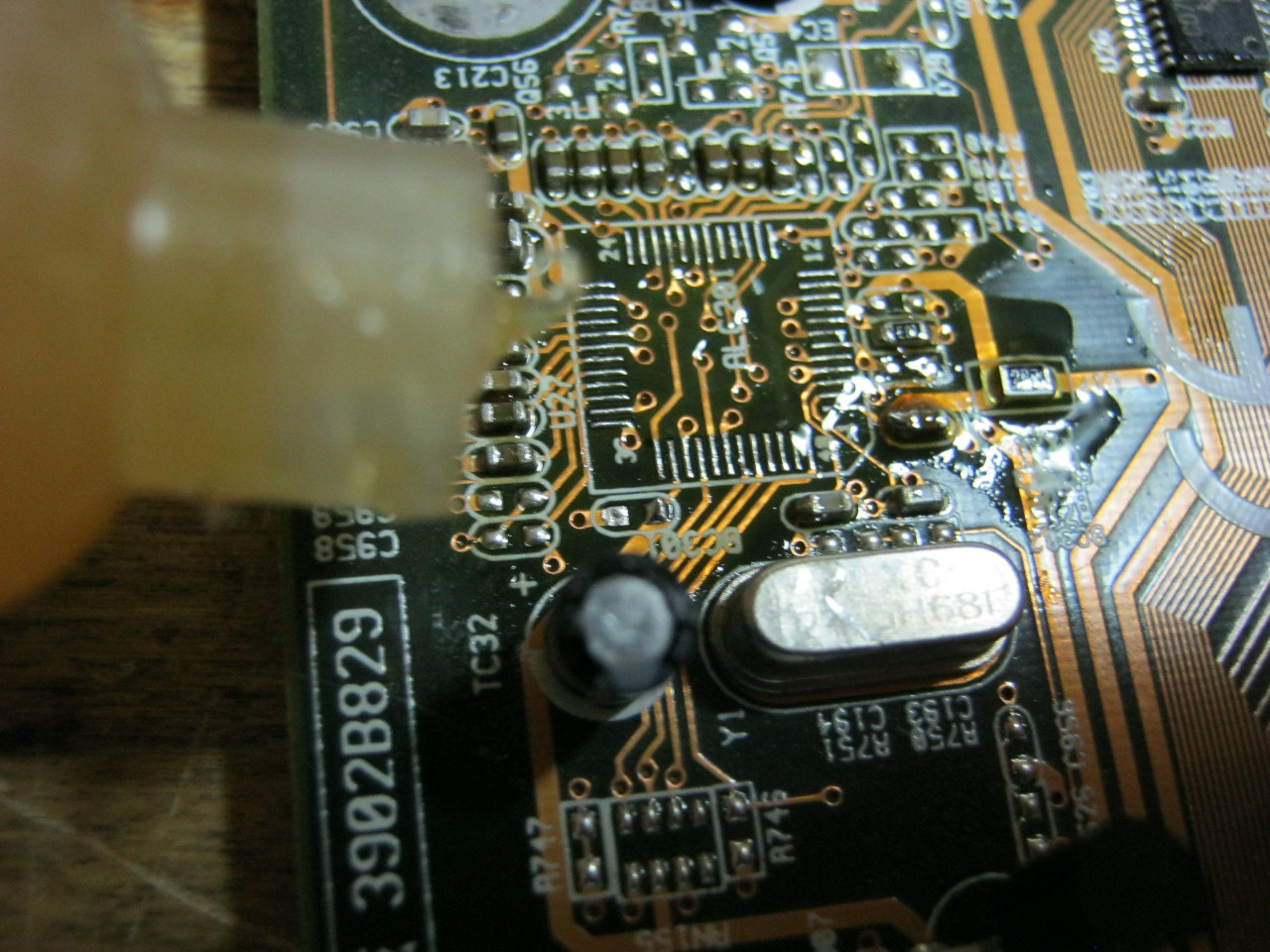
Buradaki en önemli şey akı ve lehimden tasarruf etmemek. Sonuç olarak, üzerine yeni mikro devremizi yerleştireceğimiz bir tür tümsek ortaya çıkıyor.
Şimdi her şeyi her türlü kurum ve döküntüden temizlememiz gerekiyor. Bunun için kullanıyoruz pamuklu Flux-Off veya alkole batırılmış. Kimya hakkında daha fazla bilgi. Mikro devre için hazırlanmış temiz ve güzel temas yollarına sahip olmalıyız.

Son olarak, hepsini akı ile biraz yağlıyoruz.
Yeni mikro devreyi anahtarın üzerine yerleştirip, saç kurutma makinesini mümkün olduğunca dikey tutarak ve dairesel hareketlerle çevre boyunca hareket ettirerek kızartmaya başlıyoruz.

Son olarak, akı ile biraz yağlıyoruz ve mikro devrenin çevre boyunca temas noktalarını bir havya kullanarak nikellere doğru "düzleştiriyoruz".
Bunun SMD çiplerini kapatmanın en kolay yolu olduğunu düşünüyorum. Mikro devre yeniyse, kontaklarını LTI-120 akı ve lehim ile kalaylamak gerekecektir. Flux LTI-120 nötr bir akı olarak kabul edilir, bu nedenle mikro devreye zarar vermez.

Sanırım artık mikro devreleri nasıl doğru şekilde lehimleyeceğinizi biliyorsunuz.
Doğru lehimlemenin nasıl yapılacağına dair bilgiye yalnızca radyo amatörleri ve elektrik tesisatı uzmanları ihtiyaç duymaz. Her birine ev tamircisi Elektrikli aletlerin onarımı sırasında lehimleme ihtiyacıyla uğraşmanız gerekir.
Havyanın kullanıma hazırlanması
Havya ile lehimlemeden önce, onu işe uygun şekilde hazırlamalısınız. Günlük yaşamda en sık, depolama ve kullanım sırasında yavaş yavaş bir oksit tabakasıyla kaplanan ve mekanik hasara maruz kalan bakır uçlu elektrikli bir havya kullanılır. Lehim bağlantısı elde etmek için iyi kalite Havyanın çalışmaya hazırlanması aşağıdaki sırayla gerçekleştirilir:
- İnce kesilmiş bir dosyayla temizleyin çalışma kısmı kenarından 1 cm uzunluğa kadar sokar. Temizlendikten sonra alet kırmızımsı bir renk, bakır özelliği ve metalik bir parlaklık kazanmalıdır. Sıyırma sırasında, ustanın ihtiyaç duyduğu şeyi lehimlemek için uca kama şeklinde, eğimli, koni şeklinde bir şekil verilir.
- Havyayı prize takın ve çalışma sıcaklığına kadar ısıtın.
- Uç kalaylanmalı ve ince bir kalay tabakasıyla kaplanmalıdır - bağlı iletkenleri lehimlemek için kullanılan lehimin aynısı. Bunu yapmak için aletin ucu reçineye batırılır ve ardından üzerine bir parça lehim geçirilir. Havyayı kalaylamak için içinde reçine bulunan bir lehim çubuğu kullanmamalısınız. Lehimi eşit şekilde dağıtmak için çalışma kenarlarını metal bir yüzeye sürün.
Çalışma sırasında yarım plaka yanacak ve aşınacaktır, bu nedenle havyanın lehimleme işlemi sırasında birkaç kez temizlenmesi ve kalaylanması gerekecektir. Ucu bir parça zımpara kağıdı ile temizleyebilirsiniz.
Usta nikel kaplı, yanmaz çubuklu bir alet kullanıyorsa, özel bir sünger veya nemli bir bezle temizlenmesi gerekecektir. Öyle bir acıyı erimiş reçineyle kalaylıyorlar ki, üzerine bir parça lehim sürüyorlar.
Lehimleme yalnızca işte öğrenilebilir, ancak bundan önce temel işlemlere aşina olmanız tavsiye edilir.
Akı veya kalaylama
Geleneksel ve en uygun fiyatlı akı reçinedir. İstenirse katı bir madde veya alkol çözeltisi (SKF, Rosin-gel vb.) ve TAGS akı ile lehim yapabilirsiniz.
Radyo bileşenlerinin veya çiplerin bacakları fabrikada yarım sütle kaplanmıştır. Ancak oksitlerden kurtulmak için, kurulumdan önce bunları tekrar kalaylayabilir, sıvı akı ile yağlayabilir ve eşit bir erimiş lehim tabakasıyla kaplayabilirsiniz.
Akı veya kalaylama ile işlemden önce bakır tel ince zımpara bezi ile temizlenir. Bu, oksit tabakasını veya emaye yalıtımını ortadan kaldırır. Sıvı akı bir fırça ile uygulanır ve ardından lehimleme alanı bir havya ile ısıtılır ve ince bir kalay tabakası ile kaplanır. Katı reçinede kalaylama şu şekilde yapılır:
- maddenin bir parçasını bir stand üzerinde eritin ve içindeki iletkeni ısıtın;
- lehim çubuğunu besleyin ve erimiş metali telin üzerine eşit şekilde dağıtın.
Masif bakır, bronz veya çelik parçaların doğru şekilde lehimlenmesi, asit içeren aktif akılarlar (F-34A, Gliserin-hidrazin vb.) kullanılarak yapılmalıdır. Eşit bir poluda katmanı oluşturmaya ve büyük nesnelerin parçalarını sıkıca bağlamaya yardımcı olacaklar. Kalay geniş yüzeylere bir havya ile uygulanır ve lehim üzerlerine eşit şekilde yayılır. Aktif akı ile çalıştıktan sonra asit kalıntıları alkali bir çözelti (örneğin soda) ile nötralize edilmelidir.
Ön ısıtma ve sıcaklık seçimi
Yeni başlayanlar için aletin hangi sıcaklıkta çalışmaya başlayabileceğini belirlemek zordur. Malzemenin türüne bağlı olarak ısıtma derecesi seçilmelidir:
- lehim mikro devreleri +250°C'den daha yüksek bir ısıtma gerektirmez, aksi takdirde parçalar zarar görebilir;
- büyük bireysel radyo bileşenleri +300°C'ye kadar ısınmaya dayanabilir;
- kalaylama ve birleştirme bakır kablo+400°C veya biraz daha düşük sıcaklıklarda meydana gelebilir;
- büyük parçalar ısıtılabilir maksimum güç havya (yaklaşık +400°C).
Birçok cihaz modelinde bir termostat bulunur ve ısıtma derecesini belirlemek kolaydır. Ancak sensörün yokluğunda, ev tipi bir havyanın maksimum +350... +400°C'ye kadar ısıtılabileceğini unutmamak gerekir. Reçine ve lehimin 1-2 saniye içinde erimesi durumunda aletle çalışmaya başlayabilirsiniz. Çoğu POS sınıfı lehimin erime noktası yaklaşık +250°C'dir.
Eşit deneyimli usta Yeterince ısıtılmamış bir havya ile doğru lehimleme yapamazsınız. Düşük ısıda lehim yapısı katılaşmanın ardından süngerimsi veya granüler hale gelir. Lehimleme yeterli güce sahip değildir ve parçalar arasında iyi bir temas sağlamaz ve bu tür çalışmalar kusur olarak kabul edilir.

Lehim ile çalışmak
Yeterince ısıtıldığında erimiş lehim akışkan hale gelmelidir. Şu tarihte: küçük işler Aletin ucundan bir damla alaşım alıp birleştirilecek parçalara aktarabilirsiniz. Ama kullanımı daha uygun ince tel(çubuk) farklı bölümlerden. Çoğu zaman telin içinde, süreçten uzaklaşmadan bir havya ile doğru şekilde lehimlemeye yardımcı olan bir reçine tabakası bulunur.
Bu yöntemle sıcak bir alet bağlı iletkenlerin veya parçaların yüzeyini ısıtır. Lehim çubuğunun ucu uca getirilerek biraz (1-3 mm) altına itilir. Metal anında erir, ardından çubuğun geri kalanı çıkarılır ve lehim, parlak bir parlaklık elde edene kadar bir havya ile ısıtılır.
Radyo bileşenleriyle çalışırken ısınmanın onlar için tehlikeli olduğunu dikkate almanız gerekir. Tüm işlemler 1-2 saniye içerisinde gerçekleştirilir.
Büyük kesitli tek damarlı tellerin bağlantılarını lehimlerken kalın bir çubuk kullanabilirsiniz. Alet yeterince ısıtıldığında hızlı bir şekilde erir, ancak lehimlenecek yüzeylere daha yavaş dağıtarak bükümün tüm oluklarını doldurmaya çalışabilirsiniz.
Lehimleme, erime noktası bağlanan parçaların malzemelerinden daha düşük olan erimiş bir malzemenin temas bölgesine sokulmasıyla kalıcı bir bağlantı oluşturma yöntemidir. Teknolojiye pratikte hakim olarak havya ile doğru lehimlemeyi öğrenebilirsiniz.
Cihazın amacı
Elektrikli havya, 12 ila 220V arasında bir besleme voltajıyla mevcuttur. Yüksek gerilim altında düşük güçlü bir yapı üretmek çok fazla katman gerektirdiğinden zordur. ince tel bu da boyutunda bir artışa yol açar. Ayrıca iş güvenliği koşulları dikkate alınarak seçilir.
Havyanın gücünü basit bir tablo kullanarak seçmek uygundur:

Optimum uç sıcaklığı manuel veya otomatik olarak korunur. Bu amaçla tristörlü regülatörler kullanılır.
Servis ömrünü uzatmak için havyanın ucu dövülebilir. Bu durumda bakır lehimde daha az çözünecektir. Havyayı kullanmadan önce uç kısmı törpü ile şekillendirilir. belli bir biçim. En yaygın olanı köşe ve kesimdir. Bir mikro devrenin veya konektör pimlerinin birkaç kontağını aynı anda lehimlemek için uca bıçak benzeri bir şekil verilir.

Aletler
Havya ile uygun şekilde lehimlemeden önce çalışma alanı gerekli aletlerle donatılmalıdır:
- Durmak. Isıtılan cihaz standın üzerinde bulunur. Aynı zamanda akı yerleştirmeye de hizmet eder ve tellerle çalışmak için bir platformdur. Sokmayı temizlemek için ayrıca bir parça köpük kauçuklu bir "timsah" eklenmiştir.
- Tripod. Yükseklikte hareket ettirilebilen ve döndürülebilen kelepçeler (“timsahlar”), reçineli bir tepsi ve bir havya tutucusu içerir.
- Araç seti. Parçaları desteklemek, tellere istenen şekilleri vermek ve lehim yüzeylerini temizlemek için gereklidir. Bu tür aletler arasında cımbız, pense, tel kesiciler, yuvarlak uçlu pense, eğeler, bıçak ve zımpara kağıdı bulunur.
Lehimleme sırları

Havya nasıl kullanılır?
Parça yüzeylerinden yabancı maddeler temizlenerek uzaklaştırılır. zımpara kağıdı ve aseton veya benzinle yağdan arındırma.
Uç, bir dosya, blok veya zımpara kağıdı ile oksitlerden ve kurumlardan temizlenir.
Havya ısıtılır, ucu reçine ile kaplanır ve ardından kalaylanır. Bunu yapmak için uçtaki lehim taşlanır tahta blok. Çalışma yüzeyinin tamamı karakteristik bir gümüş rengi kazanmalıdır.
Lehim ısınır. Küçük bir kısmı damla şeklinde derze sürülerek tesviye edilir. Gerektiğinde temas alanı kaplanıncaya kadar gereken miktara ilave edilir. Bağlantı alanı ısınır. Teller doğru şekilde nasıl lehimlenir? Ucun iletkenle teması, deneyimsiz montajcıların yaptığı gibi uçla değil, mümkün olan en geniş alan üzerinde olmalıdır. Bu durumda, oksidasyonun başlamaması için reçinenin hala lehim damlası üzerinde kalması gerekir. Lehimleme işlemi tek adımda gerçekleştirilir. Ucu geri çekip birkaç kez parçaya geri bastırırsanız, reçine daha çabuk buharlaşacağından lehim oksidasyon nedeniyle griye dönecektir. Soğutma işlemi sırasında parçalar hareketsiz kalmalıdır. Lehim henüz sertleşmediğinde teller yerinden çıktığında, içinde mikro çatlaklar oluşur, bu da bağlantının gücünü kötüleştirir ve ek elektrik direnci oluşturur.
Reçine kalıntıları alkolle nemlendirilmiş bir fırça ile çıkarılır.
Lehimleme telleri
Tellerin bir havya ile nasıl düzgün şekilde lehimleneceğini bulalım. Öncelikle bağlantı amaçlı uçları izolasyondan arındırılmıştır. Düzgün bağlanan kabloların ısıtılması önemlidir. Bunu yapmak için ucun boyutları parçaların boyutlarına uygun olmalıdır. Havya çok büyükse, çalışma sırasında bitişik elemanlar zarar görecektir. Küçük boyutu nedeniyle parçaların ısıtılması zor olduğundan lehimleme güvenilmez olacaktır.
Telin hazırlanması, yalıtımın ucundan çıkarılmasını içerir. Bıçak veya tel kesiciyle çıkarılır. Telli tel, tek tek parçaların dışarı çıkmaması ve kalaylanması için bükülmelidir. Bunu yapmak için, bir reçine banyosuna indirilir, bir havya ile bir damla lehim alınır ve birkaç kez uygulanır. bakır teller. Kalaylama işlemi sırasında telin her tarafı kaplanacak şekilde ısıtılması ve döndürülmesi gerekir. Daha fazla çalışmaya hazırlanmak için kalaylı uç erimiş reçineye batırılır ve böylece "cilalanır". Fazlalık daha sonra elle kolayca çıkarılabilir.
Lehim zayıf bir alaşımdır ve hafif yükler altında kırılır. Bağlanacak teller önceden soyulmuş ve bükülmüştür. Bunun için ortak bir eksene sahip olmaları gerekir. Merkezleri hizalanmalı, ardından bir tel diğerinin uzunluğu boyunca bükülmelidir. İkinci uçla da benzer bir işlem gerçekleştirilir. Ekleme bir eriyik reçine uygulanır ve ardından lehim yapılır. Büküm 2-3 saniye ısıtılmalıdır.

Miktarın yetersiz olması durumunda kaplamanın düzgün ve parlak olması için lehim ilavesi yapılmalıdır. Pek çok kişi, güçlü bir cihazla bile bağlantının neden ısınmadığını anlamıyor. Bu durumda havya ile lehimleme nasıl yapılmalıdır? Gerçek şu ki, ısı aşağıdan yukarıya doğru yayılıyor. Bu nedenle bükümün alttan ısıtılması gerekir. Aşırı ısındığında lehim yayılır ve yeterli ısı olmadığında kaplama gevşer.
Tek damarlı teller parlaklığa kadar temizlenir ve reçineye batırılır. Daha sonra bağlanırlar ve 3-5 saniye ısıtılırlar. ve lehim uygulayın. Çıplak telin üzerine daha büyük çaplı, ısıyla büzüşen bir tüp konur; yükselmiş sıcaklık bundan sonra güvenilir yalıtım oluşur. Lehim çabuk soğursa, ısıtmak için bir çakmak kullanın. Tellerin doğru şekilde nasıl lehimleneceğini öğrendikten sonra daha karmaşık işlemlere başlayabilirsiniz.
Bakırı birlikte bükün ve alüminyum teller Temas direncinde ısı oluşumu nedeniyle kabul edilemez. Rondelalar, bir terminal kelepçesi veya başka bir metal tabaka ile ayrılmış cıvatalı bir bağlantı olabilen bir ara eleman aracılığıyla sabitlenirler. Kalay bazlı alüminyum lehim de uygundur bakır kablo ve onlar için güvenilir bir ara katman olabilir.
Radyo bileşenlerini lehimleme
Bir radyo elemanıyla lehimleme, örneğin cımbızla bir ısı emici kullanılarak bükülerek veya üst üste bindirilerek gerçekleştirilir. Elektrik devrelerinin birçok parçasının ısınması 3 saniyeden fazla bir süre boyunca 70 ºС'yi aşmamalıdır.
Baskılı devre kartında deliğin çevresi etrafındaki montaj alanı bir lehim tabakasıyla kaplanmıştır. Daha sonra iletkenin kalaylı ve reçine kaplı ucu içine sokulur. İlave bir damla lehim ile ısıtılır ve nemlendirilir. Uç, pime ve tahta yoluna aynı anda temas etmelidir. Fazla lehim bakır örgüyle kolayca çıkarılır. Tüm lehimleme noktaları birbirine benzer olduğunda iş verimli bir şekilde yapılır. Radyo elemanlarının uçları bükülmüş ve tahtanın deliklerine yerleştirilmiştir. ile biter ters taraf parçanın düşmemesi için biraz bükün.
Havyaya izin verilmiyor uzun zamandırısıtıldığında kuru tutun. Bir oksit tabakasıyla kaplanır ve ucun tekrar temizlenmesi ve kalaylanması gerekecektir. Sonunda her zaman bir erimiş reçine tabakası kalmalı ve uzun çalışma aralıklarında havya kapatılmalıdır. Ayrıca eski lehim periyodik olarak bir süngerle çıkarılır.
Çeşitli ekipmanların panolarının elemanları statik elektriğin etkisi altında arızalanabilir. Oluşmasını önlemek için havya gövdesinin topraklanması gerekir.
Mikro devrelerle çalışma
Mikro devrelerin nasıl düzgün şekilde lehimleneceğine bakalım. Sürecin bazı özellikleri var. Mikro devreler aşırı ısınmaya dayanamaz. Birleşim yerlerinde fazla lehim olmamalıdır. Bunu yapmak için sıcaklık kontrollü mikro devreler için bir havya kullanın.
Kontakların eşzamanlı ısıtılması, nozullu bir saç kurutma makinesi kullanılarak gerçekleştirilir. Tahtadaki alanın temizlenmesi gerekiyor. Bunun için aseton veya üniversal vernik solventi uygundur. Daha sonra saç kurutma makinesi çalıştırılır ve sıcaklığı 330-370 ºС'ye ayarlanır. Minimum üfleme hızında talaş ısınır ve kontaklar eridikten sonra cımbızla hemen çıkarılır. Daha sonra lehimleme alanı akı ile yağlanır ve arızalı olanın yerine yeni bir mikro devre takılır. Saç kurutma makinesi ile ısıtıldığında kontakların erimesi nedeniyle biraz sarkar, bu da işlemin tamamlandığının sinyalidir. Lehimleme alanı, kalan akıyı gidermek için asetonla silinir. Yeterince güçlü kontaklar ayrıca bir havya ile ısıtılabilir.
Basit olanlarda ustalaştığınızda, gaz, fırın veya darbeli ısıtma kullanarak farklı metaller gibi karmaşık bileşiklere geçebilirsiniz.

Lehimleme alüminyum
Alüminyumun lehimlenmesindeki zorluklar, düşük erime noktası (660 ºС) ve güçlü oksit filmi ile ilişkilidir. Parçalar fırında veya gaz alevli brülörde ısıtılır. Hazırlıkları, yağların bir solvent ile çıkarılması ve zımpara kağıdı, aşındırıcı bir tekerlek veya paslanmaz çelik bir fırça ile mekanik temizlemeden oluşur. Bu durumda oksit film yeniden oluşur ancak kalınlığı bir öncekine göre çok daha azdır. Daha sonra bağlantıya akı uygulanır ve lehimin erime sıcaklığına kadar ısıtılır. Elektrot çubuğu, erimeye başlayıncaya kadar bağlantı noktasına dokunulur.

150-400 ºС sıcaklıklarda alüminyum lehimlemek için lehim çinko, kalay, kadmiyum (düşük erime noktalı) bazlı olabilir. Korozyona karşı direnci zayıftır ve ek kaplamalar gerektirir. Silumin (590-600 ºС), 34A (530-550 ºС) ve diğerleri gibi refrakter lehimler daha güvenilirdir ve daha sık kullanılır. Alüminyum alaşımlarının erime noktası daha düşüktür. Daha hassas bir şekilde düzenlenen fırın ısıtmasıyla lehimlenirler.
Çözüm
Telleri ve mikro devreleri bir havya ile nasıl düzgün şekilde lehimleyebilirim? Bu sorunun cevabı, her şeyden önce aletin ve parçaların dikkatli bir şekilde hazırlanmasını gerektirir. Kalıcı bir bağlantı oluşturma işlemi sırasında erimiş lehim tabakası her zaman akı ile korunmalıdır. Her işlem için uygun güçte ve şekilde bir havya seçilir çalışma yüzeyi sokmalar Parçaların doğru bağlanması ve bakım ile sıcaklık rejimi Lehimleme güvenilirdir ve uzun süre dayanır.
Herkes havyanın ne olduğunu ve ne için gerekli olduğunu biliyor ancak herkes onu nasıl kullanacağını bilmiyor. Ve bu araç sadece televizyon atölyesinde değil evde de çok kullanışlıdır. Onun yardımıyla kırık bir kabloyu niteliksel olarak onarabilir, elektrikli aletleri onarabilir, Ev aletleri ve daha fazlası. Ancak havyayı kullanabilmeniz ve aynı zamanda doğru sarf malzemelerini de seçebilmeniz gerekiyor.
Mikro devrelerin ve yüksek voltajlı ekipmanların lehimlenmesinden bahsetmiyorsak, sürecin kendisi herhangi bir zorluk yaratmaz. Ev işlerinin çoğu, bir uzmana başvurmadan bağımsız olarak gerçekleştirilebilir.
Havya cihazı
Elektrikli havyanın bir ısıtıcıya sahip olması gerekir. Isıtıcı nikrom veya seramik olabilir. Seramik ısıtıcılar kendi yollarıyla iyidir ancak çalışma koşulları açısından oldukça zorludurlar. Bu nedenle ev Spiral ısıtıcılı (EPSN) elektrikli havyalar en uygunudur. Bunlar oldukça iddiasız ve en önemlisi ucuz cihazlardır.
Havyanın çalışma kısmı uçtur. Isıtıcı onu yüksek bir sıcaklığa getirerek lehimleme için kullanılan kalay lehimin erimesini sağlar. Havyanın gövdesinde genellikle ucu sabitleyen ve çıkıntısını ayarlayabileceğiniz bir vida bulunur. Havya sapının, elinizin yanlışlıkla ısıtılmış parçanın üzerine kaymasını önleyen bir uzantısı veya ayrı bir önlüğü vardır.

İÇİNDE son yıllar Elektrikli havyalarla hemen rekabet eden kompakt gaz havyaları ortaya çıktı. Çakmakları yeniden doldurmak için kullanılanla tamamen aynı olan saflaştırılmış bütanla doldurulurlar. Gaz havyası ile lehimleme, minyatür bir nozülün açık alevine maruz kalması nedeniyle meydana gelir. Alev sıcaklığı 750-1200°C arasında ayarlanabilmektedir. Bir yeniden doldurmada havya, ayara bağlı olarak 60-90 dakika çalışabilir. Bu alet, 150 W'lık bir elektrikli havyanın tamamen yerini alabilir. Tabii ki, boruların veya tencerelerin lehimlenmesinden bahsetmiyorsak, ev ihtiyaçları için fazlasıyla yeterli.
Havya seçimi
Öncelikle havyanın hangi amaçla satın alındığını belirlemeniz gerekir. Ev için genellikle kabloları, telleri lehimlemek, ekipman fişlerini onarmak vb. için kullanılabilecek bir cihazı alırlar. Bu amaçlar için 25 W'lık bir cihaz uygundur. Büyük parçaların lehimlenmesinde daha güçlü cihazlar kullanılıyor ve bu zaten endüstriyel Uygulama. Aynı zamanda 5-15 W'lık çok düşük güçlü havyalar satın almamalısınız. Örneğin cep telefonlarının onarımı için mikro devreleri ve ince ekipmanları lehimlemek için tasarlanmıştır.
Eviniz için havya alırken gelen voltajına dikkat edin. Bunun 12 veya 24'ten değil, 220 V'tan çalışan bir cihaz olması gerekir.... Havyanın Avrupa fişine sahip olması tavsiye edilir. Modern evler topraklamayla giderek daha fazla donatılıyor. bu durumda mahfazanın arızalanması durumunda elektrik yaralanmalarını ortadan kaldıracaktır.
Havyanın ucunun çıkarılması, gerektiğinde değiştirilebileceği anlamına gelir. Bunu öğrenmek çok kolaydır - değiştirilebilir uçlu havyaların gövdesinde bir sabitleme cıvatası (cıvataları) bulunur. Cıvata, uzantının uzunluğunu ayarlamanıza olanak tanır ve bu da açık parçanın sıcaklığını etkiler.
Uçlar bakır ve nikel kaplamadır. İkincisi yanmaz, bu nedenle neredeyse hiç bakım gerektirmezler. Ancak biraz daha pahalıdırlar. Kırmızı bakır uçların zaman zaman lehimden temizlenmesi ve bir dosya ile dosyalanması gerekir. Bu işlemlerde herhangi bir zorluk yoktur - bir dosya alırsınız ve onun yardımıyla uca gerekli şekil verilir. Bunun, uç çıkarılmış ve bir mengeneye sıkıştırılmış halde yapılması tavsiye edilir.
Havyaların şekline gelince, klasik "elde tutulan" şekle ek olarak, "tabancalar" olarak da adlandırılan satışları bulabilirsiniz. Aralarındaki tek fark sapın şeklidir. Ayrıca çabuk ısınan transformatörlü tabanca tipi havyalar da vardır, ancak bunlar zaten profesyonel sınıf cihazlara aittir. Birçok uzman buna inanıyor klasik şekil Bir havyanın kullanımı daha uygundur.

Lehimleme sarf malzemeleri
Lehim. Parçaların lehimleme yoluyla bağlanması, kalay ve kurşun alaşımı olan lehimin kullanımını içerir. Lehimleme işlemi sıcak yapıştırmaya benzetilebilir. Bu durumda tutkal lehimdir.
Lehimlerdeki kalay ve kurşun oranları farklılık gösterebilir. Üreticiler, kalay içeriğinin %61 olduğu POS-61 - kalay-kurşun lehimi gibi, sayının kalay yüzdesini gösterdiği işaretlemeler uygular. Böyle bir alaşımdan yapılan lehim 180°C sıcaklıkta eriyecektir. Bu, çoğunlukla lehimlenen bakır veya alüminyumun erime noktasından çok daha düşüktür.
Kurşun ve kalay oranındaki değişiklikler lehimin erime sıcaklığına da yansır. Örneğin lehimdeki kalay %40 ise böyle bir alaşımın erime noktası 240°C olacaktır, kalay %90 ise alaşım ancak 310°C'de erimeye başlar.
İthal lehimlerin işaretlenmesi yerli olanlardan farklıdır. Önünüzde ne tür bir alaşım olduğunu anlamak için, beraberindeki belgelere bakmanız veya İnternet'teki işaretlerin kodunun çözülmesini aramanız gerekir. Ancak ev tipi lehimlemede lehim alaşımı özel önem bulunmamaktadır. En dayanıklı lehim 300°C'de erir; bu aynı zamanda bakır veya alüminyumun t(pl.) değerinden daha düşüktür. Ancak düşük erime noktalı lehimlerle çalışmak en kolay yoldur, bu nedenle kalay ve kurşunun yaklaşık olarak eşit olduğu dengeli lehimler tercih edilmelidir.

1-3 mm çapında tel formunda lehim kullanmak en uygunudur. Akı ile dolu bir tüp şeklinde satışta lehimler bulunmaktadır. Bu tür lehim herkese uygun değildir; Pek çok uzman, lehim ve akıyı daha doğru bir şekilde dozlama fırsatını bırakan basit tel lehimi tercih eder.
Akı Metal parçaları termal oksidasyondan korumak için gereklidir. Havyanın bakır ucu hızla oksitlenir, bu da üzerinde lehimin iyi yapışmadığı metalik olmayan bir film oluşmasına neden olur. Flux oksit filmi ortadan kaldırır ve lehimin düzgün dağılımını destekler. Parçaların ve kontakların akı ile işlenmesine kalaylama denir.

İki tür fluks vardır - asidik ve asidik olmayan. Asit akıları en çok demir alaşımlarının (dökme demir, çelik) lehimlenmesinde kullanılır. Asit akı ile çalıştıktan sonra, asidin metali aşındırmaması için kalıntılarının uzaklaştırılması gerekir. Asit akışlarıyla çok dikkatli çalışmanız gerekir çünkü... asit cildi kolayca aşındırır.
En yaygın asit olmayan akı, rosin - saflaştırılmış çam kükürttür. Çoğu ev işi için reçine yeterlidir. Yüksek kaliteli reçine şeffaftır ve kehribar rengindedir; ucunu çok çabuk lekelemez ve fazla duman çıkarmaz. Ayrıca oksidasyonun önemli olduğu durumlar için fosforik asidi elinizde tutmak isteyebilirsiniz.
Lehimleme teknolojisi

Bir parçayı diğerine lehimlememiz, bir kontağı veya tel uçlarını lehimlememiz gerektiğinde görevimiz lehimi lehimle sabitlemektir.
- İyi temas ve lehimleme gücü işin kalitesine bağlıdır. Lehimlenecek parçalar iyice temizlenmeli, yağdan arındırılmalı ve ısıtılmalıdır.
- Lehimleme ise elektrik kablosu veya diğer elektrikli parçalarda gerilim olmadığından emin olmalısınız.
- Altında lehimleme yapmak en iyisidir mutfak davlumbazı Böylece reçine dumanı odadan anında uzaklaştırılır.
- Lehimlenen parçaların aşırı ısınmaması çok önemlidir. Kendilerinin bir havyadan erimesi pek olası değildir, ancak plastik (örneğin tel yalıtımı) yüksek sıcaklıktan zarar görebilir. Bu nedenle parçaların yüksek sıcaklığa maruz kalma süresi minimum düzeyde olmalıdır. Lehimlemenin tek seferde yapılması tavsiye edilir.
- Lehimleme ile bağlanan parçalar kalaylanmalıdır - akı ve lehim ile işlenmelidir. Kalaylı teller bükülmeyi durdurur, böylece kalaylanmadan bükülür ve ancak o zaman lehimlenir.
- Kabloları veya telleri bağlarken, uçların izolasyonu çıkarılır, telin kendisi mekanik olarak soyulur ve bir havya kullanılarak akı ile işlenir. Etkin bir şekilde yalıtmak için lehimli tellerüzerlerine öncelikle ısıyla büzüşen polimerden yapılmış kambriklerin konulması gerekir. Bundan sonra telin uçları birlikte bükülür ve lehim ile sabitlenir, bu da sonuçta tüm temas parçasını kaplamalıdır.
- Bağlantı, ısıtıldıktan sonra bağlantıyı saran ve diğer tellerle temastan güvenilir bir şekilde izole eden, ısıyla büzüşen bir mahfaza ile kaplanmıştır.
- Kalay'ı bir uçla almak yerine lehim telini lehimleme alanına beslemek daha uygundur. Ancak kişinin yalnızca iki eli olduğundan lehim ancak parçalar sağlam bir şekilde sabitlendiğinde uygulanabilir. Başınızın üstünde lehim yapmaya çalışmayın; yalnızca zamanınızı ve sinirlerinizi boşa harcarsınız. Lehimlenecek parçaları önce bir kelepçe ile sabitlemek ve ancak daha sonra lehimlemek daha iyidir.
Aslında teknoloji bundan ibaret. Gördüğünüz gibi çok basit. Önemli olan birkaçını gözlemlemektir Basit kurallar ve neyin ne için, hangi sırayla yapıldığını anlayın.